


















Streckgrenze von Metall: Was sie bedeutet und warum sie in der Herstellung wichtig ist
Wenn man sich auf Metallverarbeitung bezieht, wird Festigkeit häufig als allgemeiner Begriff betrachtet, aber Festigkeit kann auf verschiedene Weise verstanden werden, abhängig davon, wie ein Material belastet ist und wie es geformt wird. Wenn Sie eine Biegeoperation durchführen, Pressbremsprogramme einrichten oder Materialien auf Teilen spezifizieren, die tatsächlichen Servicelasten standhalten müssen, ist die Streckgrenze einer der praktischsten Materialwerte, die Sie lernen können. Es informiert dich darüber, wie viel Belastung ein bestimmtes Metall aushalten kann, bevor es dauerhaft zu verformen beginnt – und wenn du diesen Punkt erreichst, wird das Teil nicht mehr in seine ursprüngliche Form zurückprallen.
Bei JSRAGOS Intelligent Equipment haben wir es mit Herstellern auf dem globalen Markt zu tun, die eine konstante Biegeleistung von Weichstahl und Edelstahl zu den stärkeren Legierungsmaterialien verlangen. Dieses Tutorial beschreibt die Streckgrenze in einfachen Worten, zeigt das Verhältnis von Streckgrenze zur Zugfestigkeit und hebt den Einfluss der ersteren auf den Prozess des Biegens, Walzens und des allgemeinen Formen hervor.
Stärke vs. Härte: Verwechsle die beiden nicht
Ein häufiges Missverständnis ist die Annahme, dass "hart" "stark" bedeutet. Härte beschreibt die Widerstandsfähigkeit eines Materials gegen Oberflächenvertiefungen oder Verschleiß, während Festigkeit beschreibt, wie sich das Material unter Last – insbesondere bei Spannung und Biegung – verhält. Ein Metall kann sehr hart sein, aber anfällig für Risse, wenn es keine Duktilität hat, was wichtig ist, wenn man es an einer Pressepresse formt.
Was ist die Fließgrenze?
Streckgrenze ist das Spannungsniveau, bei dem ein Metall übergeht. elastisch Verhalten zu Plastik Verhalten. Unterhalb der Strecke verhält sich das Metall wie eine Feder: Entferne die Kraft und es kehrt (meistens) in seine ursprüngliche Form zurück. Oberhalb der Strecke "gibt" das Metall nach und nach dem Abbau der Kraft bleibt eine dauerhafte Veränderung erhalten.
Genau deshalb ist die Streckgrenze beim Formen so wichtig: Biegen erfordert das Drücken des Materials Vergangenheit den Streckpunkt, damit der neue Winkel erhalten bleibt, aber du musst vermeiden, zu weit in Richtung Versagen zu gehen.
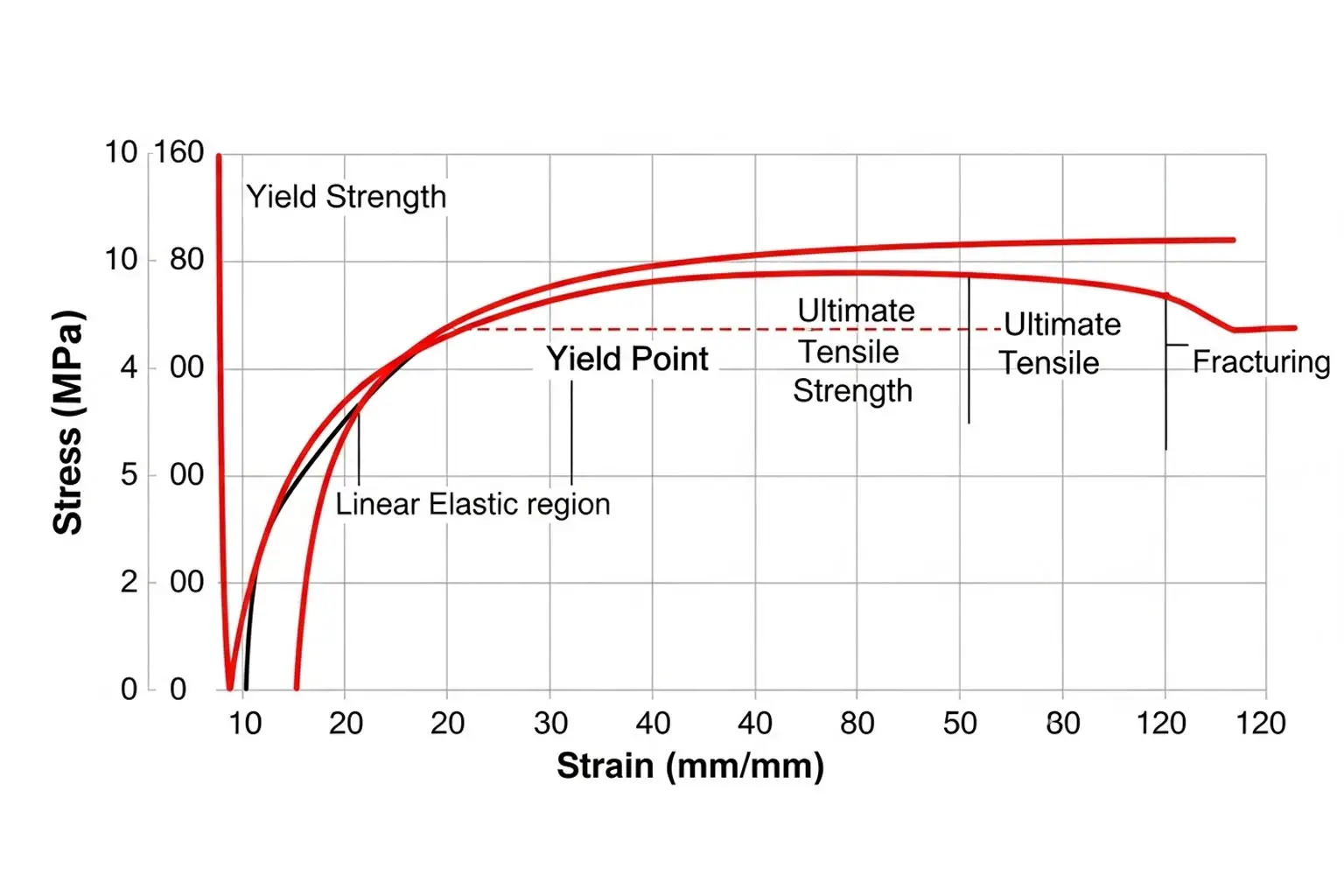
Elastische vs. plastische Verformung: Die Geschichte von Spannung und Dehnung
Metalle reagieren auf Kraft durch eine Beziehung zwischen Betonung (Kraft pro Fläche) und Dehnung (Deformation). Anfangs ist die Beziehung größtenteils linear – die Spannung steigt an und das Material dehnt oder komprimiert sich proportional. Dieser frühe Bereich ist der elastische Bereich. Mit zunehmender Belastung nähert sich das Material einer elastischen Grenze und beginnt, sich plastisch zu verformen.
Man hört auch Begriffe wie "proportionale Grenze" und "elastische Grenze". In realen Materialien ist der Übergang von elastisch zu plastisch nicht immer eine scharfe Kurve auf der Kurve, weshalb die Rendite mit standardisierten Methoden definiert werden kann.
Die 0,2%-Offset-Rendite: Warum sie verwendet wird
Da viele Metalle keinen vollkommen klaren Streckgrad zeigen, definieren Ingenieure die Streckgrenze oft mit einem Offset-Methode (häufig 0.2%). Diese Methode stellt den Ertrag bei einer kleinen, festgelegten Menge permanenter Dehnung fest, sodass verschiedene Materialien konsistent verglichen werden können. Dies wird oft als Beweisstärke in den Spezifikationen.
In praktischen Fachbegriffen: Wenn ein Datenblatt die Fließgrenze angibt, kann es sich um einen tatsächlichen Fließpunkt handeln – oder um die 0,2 % Ersprengmenge. So oder so wird die Zahl verwendet, um vorherzusagen, wie sich das Material beim Formen verhalten wird.
Obere und untere Streckgrenze: Warum Weichstahl sich "anders" verhalten kann
Einige Metalle – insbesondere bestimmte Weichstähle – können sichtbar sein Obere und Lower Vorfahrtspunkte. Die plastische Verformung beginnt am oberen Ertrag und setzt sich dann in eine stabilere untere Streckregion, während die Deformation fortschreitet. In vielen Bauingenieurberechnungen gilt die Niedrigere Ausbeute wird verwendet, weil es konsistenter und zuverlässiger für das Design ist.
Das kann bei der Bildung eine Rolle spielen, weil der Beginn des Nachgebens "plötzlich" wirken kann und sich der Metallfluss schnell ändern kann, sobald er beginnt.
Streckgrenze vs. Zugfestigkeit: Was ist der Unterschied?
Während die Streckgrenze den Punkt der permanenten Verformung definiert, Zugfestigkeit beschreibt, wie viel Belastung ein Metall unter Spannung aushalten kann bevor es zerbricht.
Für die Formung von Operationen ist das nützlichste mentale Modell:
-
Du musst übertreffen Streckgrenze um das Teil in Form zu biegen.
-
Du musst sicher unten bleiben Zugfestigkeit um Risse, Risse oder Brüche zu vermeiden.
Deshalb werden Streck- und Zugfestigkeit oft zusammen diskutiert, wenn man Biege-, Walz- oder andere Umformprozesse plant.
Warum die Streckgrenze bei einer Pressepresse wichtig ist
Die Streckgrenze zeigt sich bei der Pressbremsarbeit auf drei direkte Arten:
1) Tonnage- und Truppenplanung
Eine höhere Streckgrenze bedeutet im Allgemeinen, dass das Metall der Verformung widerstandsfähiger ist – daher benötigt es typischerweise mehr Umformkraft für eine bestimmte Dicke, Bieglänge und Öffnung der Stanzen. Wenn Fabrikatoren die Tonnage für das Biegen berechnen, sind Materialeigenschaften (einschließlich Streck-/Zugverhalten) Teil der Logik hinter den "Materialfaktoren".
2) Springback
Springback ist die Tendenz von Metall, sich nach dem Biegen zu "entspannen". Materialien mit höherer Streckgrenze zeigen oft einen größeren Rückstoß, daher benötigen Sie möglicherweise Kompensationsstrategien (Überbiege) oder CNC-Winkelkorrekturstrategien.
3) Risiko von Rissen oder Oberflächenschäden
Hochfeste Materialien können weniger nachsichtig sein, wenn die Biegeradien zu eng sind oder die Werkzeuge nicht zusammenpassen. Korrekte Werkzeugauswahl, Stanzradius und Biegemethode helfen, das Risiko zu reduzieren – besonders wenn man nahe an Materialgrenzen kommt.
Praktische Shop-Tipps zur Verwaltung der Fließfestigkeit beim Formen
-
Materialqualität und Spezifikation bestätigen Vor dem Programmieren (geh nicht davon aus, dass "Stahl ist Stahl").
-
Wählen Sie Stempelöffnungen und Stanzradien angemessen für Dicke und Festigkeit.
-
Verwenden Sie Testbiegungen Um die Springback- und Winkelkonsistenz vor dem Start eines Batches zu überprüfen.
-
Zustand der Uhrwerkzeuge—abgenutzte Werkzeuge können Reibung und Markierung erhöhen und das Formverhalten verändern.
-
Verwenden Sie CNC-Steuerungen und Kompensationsfunktionen für Wiederholbarkeit zwischen Bedienern und Schichten.
Abschließende Zusammenfassung
Die Streckgrenze ist nicht nur ein Lehrbuchkonzept – sie ist eine tägliche Variable, die beeinflusst, wie viel Kraft deine Presspresse benötigt, wie viel Rückstand du bekämpfst und wie konstant deine Bauteile sind. Durch das Verständnis des Streckpunkts (und dessen Definition) können Fabrikanten bessere Werkzeuge wählen, Biegungen genauer programmieren, Schrott reduzieren und die Bauteilqualität schützen.