


















Beste Pressbremseinstellungen für das Biegen von Aluminiumblech (Starter-Setup)
Das Biegen von Aluminium an einer Pressepresse fühlt sich weniger wie schwere Industriearbeit an und mehr wie Präzisionstechnik. Obwohl Aluminium physikalisch leichter zu bewegen ist als Stahl, ist es in Bezug auf Oberflächenästhetik und strukturelle Integrität deutlich anspruchsvoller. Ein falscher Parameter kann zu einer Charge rissiger Teile oder einer Oberflächenoberfläche führen, die aussieht, als wäre sie über eine Schotterstraße gezogen worden.
Aluminium zu meistern erfordert, dass du deine Einstellung von "Wie viel Kraft kann ich anwenden" auf "Wie genau kann ich die Verformung kontrollieren" änderst. Um hochwertige Ergebnisse zu erzielen, muss Ihr Setup das einzigartige Fließverhalten, die hohe elastische Rückgewinnung und die extreme Empfindlichkeit gegenüber Oberflächendruck berücksichtigen.

Was ist eine Pressebremse?
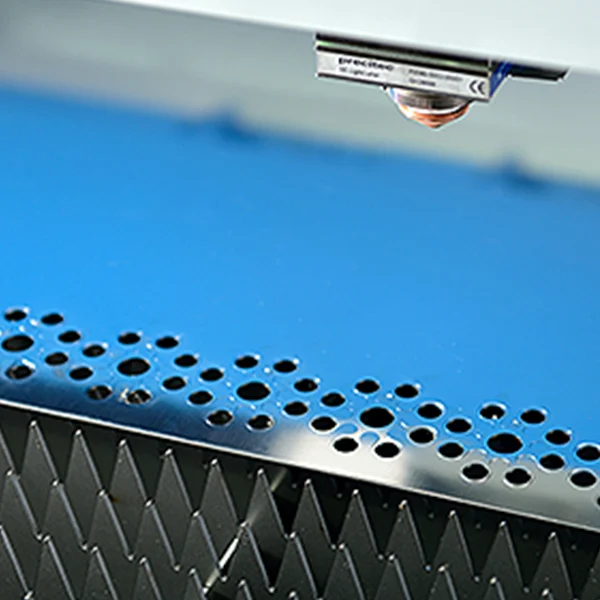
A Pressbremse ist ein entscheidendes Stück Industriemaschinen, das zum Biegen von Blech- und Plattenmaterial, meist Blech, entwickelt wurde. Dies erreicht wird, indem das Werkstück zwischen einem passenden Stanz und einer Matrize gespannt wird. Auch wenn das Konzept einfach klingt – Kraft auf ein Metallstück auszuüben, um dessen Form zu verändern – ist die moderne Pressbremse ein Meisterwerk der Präzisionstechnik.
Im Jahr 2026 hat sich die Technologie in zwei Hauptwege aufgeteilt: Hydraulisch und Elektrisch. Hydraulische Pressbremsen bleiben die Wahl für Anwendungen mit hoher Menge, wie zum Beispiel Stahlkonstruktion, während elektrische Pressbremsen den Markt für schnellere und präzise Materialien wie Aluminium übernommen haben. Das "Bremse" im Namen bezieht sich nicht auf das Anhalten; Er leitet sich von einem archaischen Begriff ab, der bedeutet, die Fasern des Materials zu "brechen" oder zu "biegen".
Die Kernkomponenten der Maschine
Um Ihre Einstellungen zu meistern, müssen Sie die vier Säulen der Pressbremse verstehen:
- Der Widder: Der obere, bewegliche Teil, der den Schlag hält. Bei CNC-Modellen wird die Position des Ramms bis auf wenige Mikrometer geregelt.
- Das Bett: Der stationäre untere Teil, in dem der Stempel sitzt.
- Die Werkzeuge: Dies besteht aus dem Schlagen (das obere Werkzeug) und die Die (das untere V-förmige Werkzeug). Die Beziehung zwischen diesen beiden bestimmt den Biegewinkel und den Radius.
- Das Backgauge: Ein automatisiertes Positionierungssystem, das sicherstellt, dass das Blatt genau in der für die Biegung erforderlichen Tiefe platziert wird.
Warum Aluminium andere Pressbremseinstellungen als Stahl benötigt
Aluminium ist nicht einfach nur "weicher Stahl". Sie hat eine niedrigere plastische Verformungsschwelle und eine deutlich empfindlichere Oberflächenoberfläche. Wenn Sie Standard-Stahlparameter verwenden, werden Sie wahrscheinlich auf diese speziellen Probleme stoßen:
- Über-Tonnage-Verzerrung: Da Aluminium leicht nachgibt, verbessert überschüssige Kraft die Genauigkeit nicht – sie führt dazu, dass das Material an der Biegelinie einknickt oder "sinkt".
- Oberflächenkratzer: Aluminium ist ein "gallendes" Metall. Raue Werkzeugflächen übertragen die Spuren viel schneller auf das Blech als bei Kohlenstoffstahl.
- Getreideempfindlichkeit: Aluminium hat eine sehr ausgeprägte Kornstruktur. Ein Biegen ohne Anpassung an die Kornrichtung führt oft zu Mikrorissen.
Warum benötigt Aluminium andere Pressbremseinstellungen als Stahl?
Aluminium verhält sich anders aufgrund seiner niedrigen Streckgrenze und hoher Oberflächenempfindlichkeit. Im Gegensatz zu Weichstahl, der hohen lokalen Druck ohne nennenswerte Markierungen standhalten kann, bedeutet die geringe Härte von Aluminium, dass jede Unvollkommenheit in deinem Werkzeug oder jede Spitze in der RAM-Geschwindigkeit auf der Materialoberfläche erfasst wird.
Ein weiterer entscheidender Faktor ist die Tendenz zur Abweichung elastischer Rückgewinnung von Aluminium-Winkeln. Aluminium zeigt im Allgemeinen mehr Rückstand als Weichstahl, da sein Verhältnis von Streckgrenze zum elastischen Modul höher ist. Wenn deine Maschinen-Einstellungen diese "Drift" nicht berücksichtigen, werden deine Endablage nie die Druckspezifikationen erfüllen.
Wie viel Tonnage sollte beim Biegen von Aluminiumblech verwendet werden?
Die richtige Tonnage einzustellen, ist ein Balanceakt. Man braucht genug Kraft, um eine saubere plastische Verformung zu erzeugen, aber man muss unter dem Oberflächenverzerrungsschwelle. Übermäßige Tonnage bei Aluminium verschleißt nicht nur die Werkzeuge; Es zerdrückt das Material physisch, verdünnt die Biegelinie und schwächt das Teil.
Als Faustregel gilt: Aluminium benötigt ungefähr 40 % bis 50 % der Truppe Verwendet für Weichstahl. Zum Beispiel, wenn du ein 3-mm-Blatt biegst:
- Weichstahl: ~25 Tonnen pro Meter.
- Aluminium: ~12 bis 15 Tonnen pro Meter.
Verwendung eines Niedrigkraftbildung Der Ansatz verhindert, dass sich der Stempel zu tief ins Metall "vergräbt", was die Dicke gleichmäßig hält und das Kompressionsbuckeln verhindert, wie es bei dünnen Aluminiumplatten häufig zu beobachten ist.
Was ist die beste Anfluggeschwindigkeit und Biegegeschwindigkeit für Aluminium?
In der Aluminiumfertigung tötet Geschwindigkeit die Qualität. Hohe Annäherungsgeschwindigkeiten erzeugen einen "Schock", wenn der Schlag erstmals das Material berührt, was zu Werkzeugkontaktaufprallspannung. Dieser Aufprall kann eine sichtbare horizontale Linie (Zeugenspur) auf dem Teil hinterlassen, bevor die eigentliche Biegung überhaupt beginnt.
Empfohlene Geschwindigkeitsstufen:
- Anfluggeschwindigkeit: Verlangsamen Sie den RAM, bevor er den "Stummschaltpunkt" (den Moment vor dem Kontakt) erreicht. Das sorgt für eine sanfte Berührung.
- Drücken der Geschwindigkeit: Halte deine Biegegeschwindigkeit konstant. Plötzliche Rammbeschleunigung verursacht eine Vibrationsübertragung, die zu "Klapperspuren" am Biegeradius führen kann.
- Rückschlag: Verwenden Sie eine kontrollierte Auslösung. Ein zu schnelles Loslassen des Drucks kann dazu führen, dass das Teil "springt" und das Material beim Zurückfedern möglicherweise gegen die Stempelschultern kratzt.
Warum ist Druckverweilung wichtig für die Stabilität des Aluminium-Biegewinkels?
Aluminiummoleküle brauchen Zeit, um sich in ihre neue Form zu "entspannen". Indem man eine Relaxationszeitpunkt für Materialspannungen (Dwell-Phase) Am unteren Ende des Schlags lässt man die plastische Verformung stabilisieren.
Ohne eine Verweilphase ist die elastische Erholungsverzögerung ist unberechenbar. Ein kurzer Dwell (meist 0,2 bis 0,5 Sekunden) ermöglicht es dem Material, einen "Set" zu machen, was die Wiederholbarkeit der Biegewinkel über eine große Produktionsreihe deutlich verbessert. Vermeiden Sie jedoch Überbewohnung, da dies zu unnötiger Oberflächenkompression auf sehr dünnen Platten führen kann.
Wie beeinflusst die Auswahl der V-Chips die Qualität und Genauigkeit der Aluminiumoberfläche?
Die Wahl der V-Chip-Breite ist die Hauptvariable für den Oberflächenschutz. Ein schmaler V-Stempel erhöht das Die Schulterdruck, was die Hauptursache für Oberflächenübertragungsmarkierung ist.
| Blechdicke | Empfohlene V-Eröffnung | Ergebnis |
| 1mm - 2mm | 10x - 12x Dicke | Reduzierte Markierung, größerer Radius |
| 3mm - 5mm | 8x - 10x Dicke | Standardbilanz |
| 6mm | 10x - 12x Dicke | Sicherer für schwere Platten, verhindert Risse |
Durch das Verbreitern des V-Stempels verteilt man die Formkraft auf eine größere Fläche. Dies reduziert den Druck an den Kontaktpunkten und führt zu einer saubereren, markenfreien Oberfläche.
Welcher Stanzradius eignet sich am besten für das Biegen von Aluminiumblech?

Mit einem scharfen "Messer"-Punch auf Aluminium zu setzen, ist ein Rezept für eine Katastrophe. Aluminium benötigt eine größere Innenradius um Zugspannung an den äußeren Fasern der Biegung zu verhindern. Wenn die Schlagspitze zu scharf ist, verhält sie sich wie eine Klinge und erzeugt einen Spannungskonzentrationspunkt, der zu Rissen führt.
Um die zu verschieben Neutralachse Kompressionsstabilisierung, verwenden Sie immer einen Stanz mit einem Radius, der mindestens der Materialdicke entspricht ($R ge T$). Bei härteren Legierungen wie 6061-T6 benötigen Sie möglicherweise einen Radius, der doppelt oder dreimal so dick ist, um Brüche zu vermeiden.
Wie verbessern CNC-Pressbremsen die Konsistenz des Aluminiumbiegens?
Modern CNC-Pressbremsen Sie sind für Aluminium unerlässlich, da sie eine Digitales Lernsystem für Formparameter-Lernsysteme. Da die Aluminiumhärte zwischen Chargen variieren kann, kann ein CNC-System diese Schwankungen in Echtzeit ausgleichen.
- Closed-Loop-Feedback: Fortschrittliche Maschinen messen den tatsächlichen Winkel während der Biegung und passen die Rammtiefe so an, dass sie den genauen Grad erreicht, unabhängig vom Materialrücksprung.
- Gedächtnisprogramm: Sobald du die perfekten Geschwindigkeits- und Verbleibseinstellungen für eine bestimmte Aluminiumqualität gefunden hast, speichert die CNC sie und sorgt so dafür. Wiederholungsgenauigkeit Jedes Mal, wenn du diesen Job machst.
- Servopositionierung: Hochauflösende Rückspuren verhindern, dass die dünne Platte verrutscht, was für die Stabilität kleiner Flansche entscheidend ist.
Was sind die häufigsten Fehler bei der Einrichtung von Aluminiumbiegarbeiten?
Selbst erfahrene Bediener können beim Wechsel von Stahl auf Aluminium in Fallen tappen. Vermeiden Sie diese häufigen Fehler bei der Prozesseinrichtung:
- Verwendung von Stahlparametern: Geh niemals davon aus, dass "Stahleinstellungen" funktionieren. Aluminium benötigt weniger Tonnage und langsamere Geschwindigkeiten.
- Zu scharfer Schlag: Eine scharfe Spitze reißt den äußeren Radius. Benutze einen radiierten Stanz.
- Vernachlässigung der Getreiderichtung: Das Biegen parallel zum Walzkorn ist eine Hauptursache für Deformationsinstabilität und Brüche. Biegen Sie sich immer über die Faser, wenn möglich.
- Verschmutzte Werkzeuge: Der Aluminium-"Tonabnehmer" auf den Stempelschultern wirkt wie Schleifpapier. Halten Sie Ihre Werkzeuge poliert und sauber.
Strategische Setup-Vergleiche und Lektionen
Für diejenigen, die verschiedene Produktionslinien betreuen, ist das Verständnis der Unterscheidung der Aluminiumanlage von anderen Materialien entscheidend für die Effizienz auf dem Werkstattboden.
- Aluminium vs. Stahl: Während Blechstahl-Pressbremse Einstellungen konzentrieren sich auf das Management hoher Lasten, Aluminium-Einrichtungen auf die Integrität und Duktilität der Oberfläche.
- Aluminium vs. Edelstahl: Edelstahl-Pressbremse Die Arbeit erfordert deutlich höhere Kraft und sorgt für extremen Rücksprung, während Aluminium Finesse und Rissprävention erfordert.
- HVAC-Dünnpaneele: Lehren aus HVAC-Pressbremse Arbeitsabläufe zeigen, dass die Vermeidung von Oberflächenverzerrungen bei langen Flanschen präzises Kronen und leichten Druck erfordert.
- Langes Paneelbiegen: Beim Biegen architektonischer Aluminiumplatten über 4 Meter, mit einer Tandem-Pressebremse sorgt für das Gleichgewicht der Lastverteilung und verhindert Verdrehungen in der langen Platte.
Faziter Gedanke
Erfolg beim Aluminiumbiegen ist ein Übergang von Kraft zu Finesse. Indem du deinen Anflug verlangsamst, deine V-Stempel verbreiterst und einen großzügigen Stanzradius nutzt, kannst du Aluminiumteile herstellen, die so stark wie schön sind. Wenn man die einzigartige Verformungskurve des Materials respektiert, verschwindet die Schrottrate und die Produktionsstabilität erreicht neue Höhen.