


















Anfängerleitfaden: CNC-Pressbremse für die Metallverarbeitung
Eine CNC-Pressbremse biegt Blech mit stabiler Präzision. Die CNC richtet die Hintergrundinstrumente und Werkzeuge aus. Die Punch-to-die-Bewegung erzeugt jeden Winkel. Dieser Leitfaden legt die Werkzeugauswahl, eine klare Biegereihenfolge und zuverlässige Qualitätskontrollen fest. Es behandelt typische Probleme auf dem Fertigungsboden und wie man sie vermeiden kann. Du wirst sehen, wie sorgfältige Punch- und Chip-Auswahl Interferenzen reduziert, den Springback kontrolliert und Oberflächen schützt, während der Durchsatz steigt.

Werkzeuggrundlagen für CNC-Pressbremsen in der Metallverarbeitung
JS RAGOS empfiehlt, mit der Werkzeugdisziplin zu beginnen. Der rechte Stempel und die rechte Stempel verhindern Kollisionen, reduzieren Markierungen und stabilisieren die Winkel. Anfängerteams sollten die Stanzenkonstruktion, die Spitzengeometrie und die Auswahl der V-Nut verstehen, bevor sie die Produktion starten.
- Punch Choices für Anfänger
Integrierte Punches unterstützen hohe Stabilität und schnellen Aufbau. Gängige Integrallängen sind 415 mm und 835 mm. Geteilte Stanzen bieten Flexibilität für kurze Flansche und komplexe Teile. Typische geteilte Segmente umfassen 10, 15, 20, 40, 50, 100 (linkes Horn), 100 (rechtes Horn), 200 und 300 mm. Du kannst Segmente kombinieren, um die Bieglänge anzupassen und Lücken zu vermeiden.
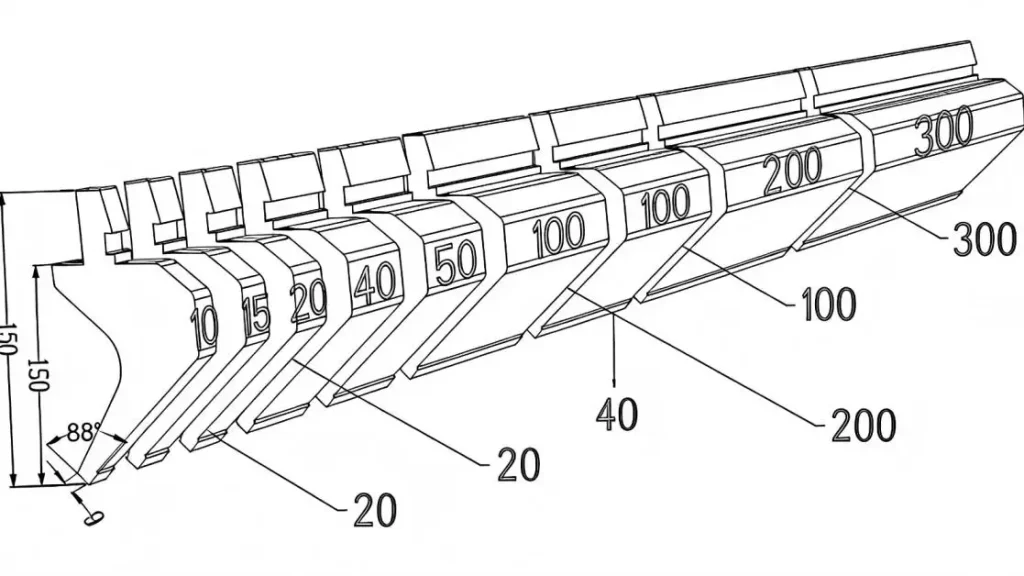
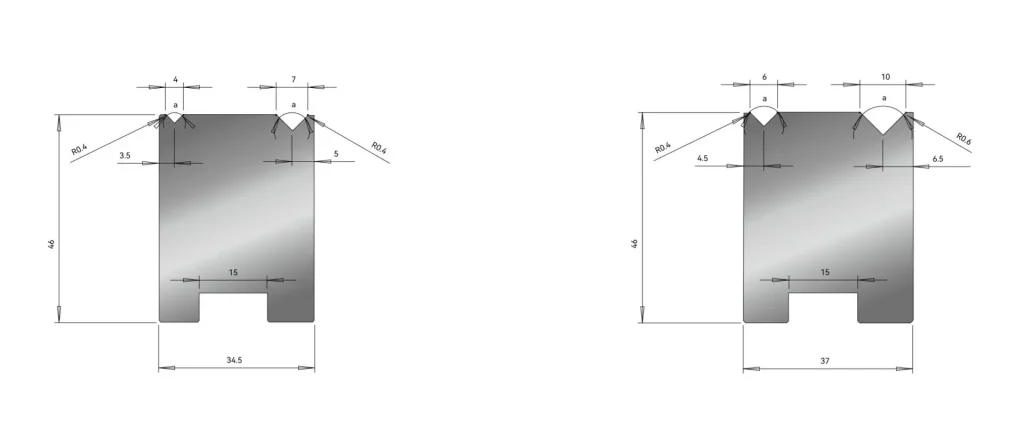
Stempeltypen decken gerade, biegende, bogenförmige und spezielle Profile ab. Ein gerader Stempel mit 88° Spitzen- und Spitzenradius R0.2 bietet enge Öffnungen und präzise Flansche. Er eignet sich für symmetrische Bauteile und kleine Öffnungsbreiten. Kleine Schlagschläge, wie etwa 30°- oder 45°-Spitzen mit einem Spitzenradius von etwa R0,67, ermöglichen Freiraum um Löcher, Ständer und Bosse. Sie unterstützen auch die Tiefeinsatzoperationen und verringern das Kollisionsrisiko, wenn der Flansch kurz ist.
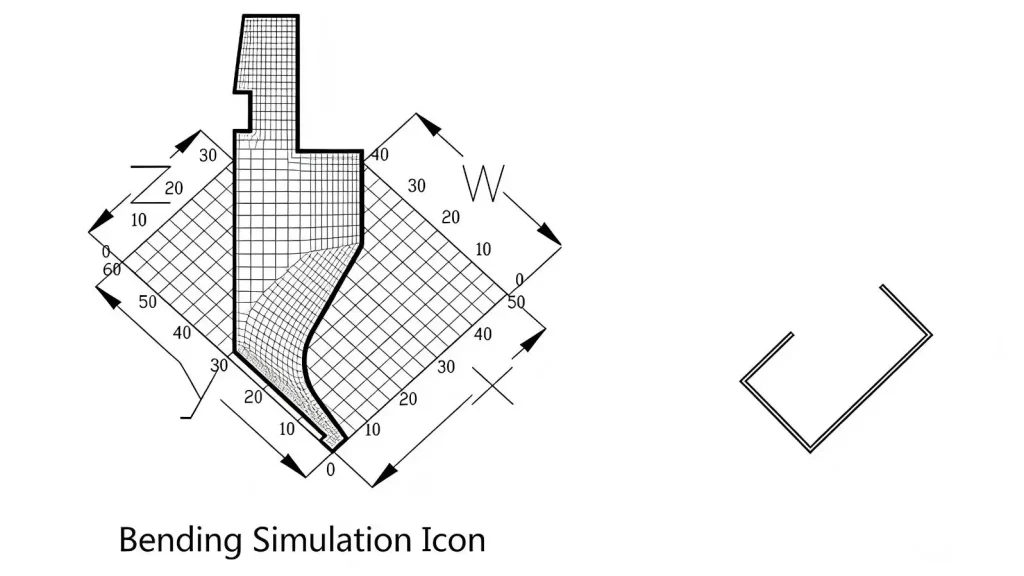
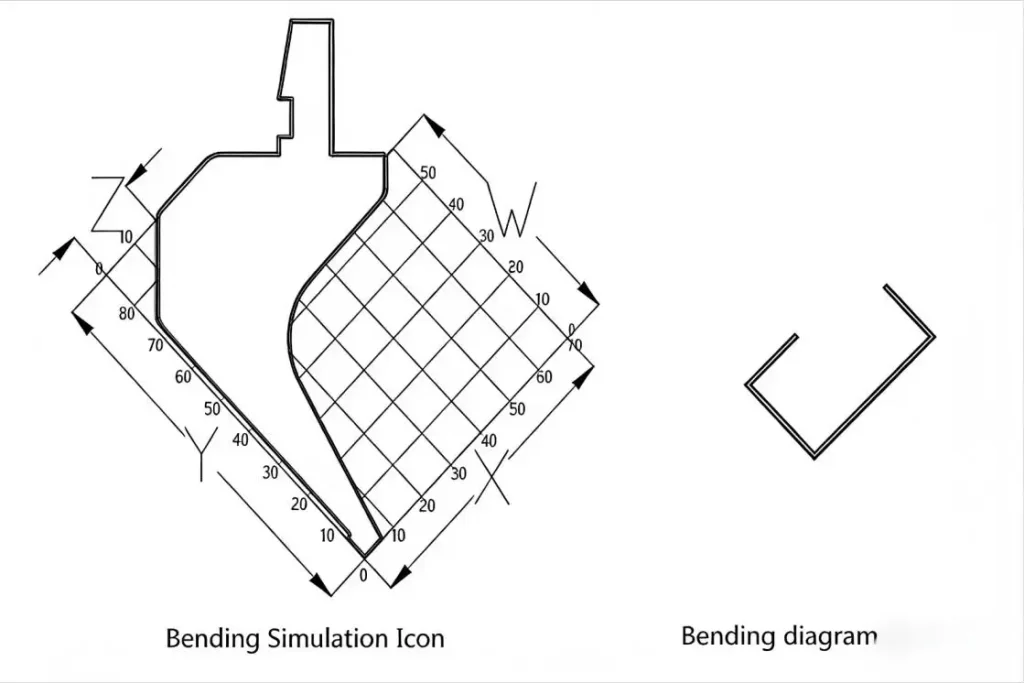
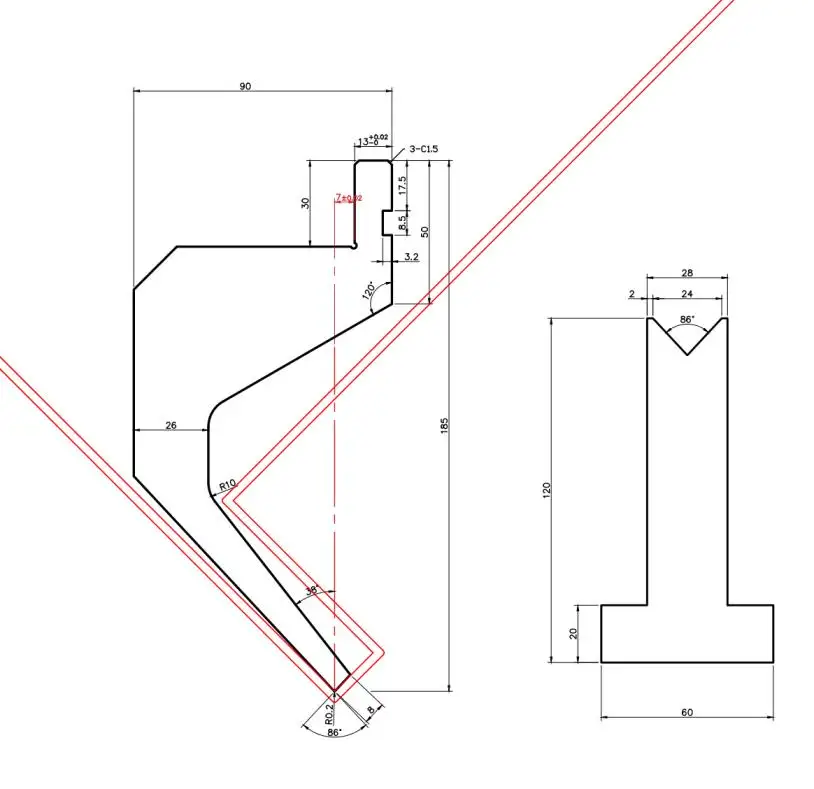
Biegemesser sorgen für die Freiheit in Richtung West. Für das kleine Biegmesser ist die Vermeidung zuverlässig bis X > 15 mm, und die Biegebedingungen sind erfüllt, wenn Y 30 mm >. Beim großen Biegmesser verschlechtert sich die Vermeidung bei X > 25 mm, und die Biegungsbedingungen sind erfüllt, wenn Y 75 mm >. Diese Schwellenwerte helfen Planern, das richtige Messer auszuwählen, um zu verhindern, dass das Werkzeug während des Schlags zurückgestoßen wird.
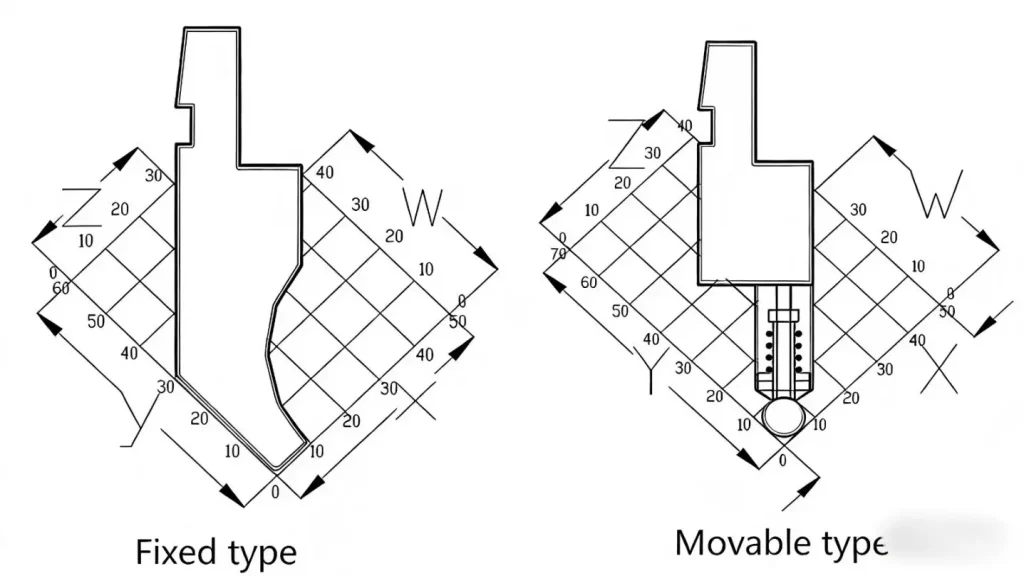
Bogenmesser, ob fest oder beweglich, ermöglichen eine gleichmäßige Bogenformung mit einem Ersatzrundstab. Eine praktische Regel für die Auswahl von V-Rillen in Bogenprojekten ist der runde Stabdurchmesser plus die doppelte Plattendicke. Diese Paarung stabilisiert Kontakt und Streuung, minimiert Markierungen und flache Stellen an der Tangente.
Spezielle Stanzen bieten Offset- und Saumoptionen. Offset-Stanzen sind in Integrallängen wie 415 mm und 835 mm erhältlich. Sie bilden bestimmte gezeichnete Formen, aber dicke Materialien um T = 2,0 können aufgrund der Kraftkonzentration stärkere Einkerbungen zeigen. Hemming-Schläge flachen die Kante nach einer Vorbiegung. Wenn keine spezielle Saummatrise verfügbar ist, kann eine gängige Biegematze verwendet werden, aber die V-Nut muss vermieden werden, um Abdrucklinien zu verhindern.

- Basisprinzipien von Stempeln und V-Rillen
Die Wahl der richtigen Stanze bestimmt die Tonnage, die Rückfederkontrolle und die Qualität des Innenradius. Für CNC-Pressbremse für die Metallverarbeitung wählen Sie V-Rillen nach Dicke, Materialfestigkeit und benötigtem Radius aus. Standard-V-Öffnungen sind 4V, 6V, 7V, 8V, 10V, 12V, 16V und 25V. Die Matrizen sind typischerweise 26 mm oder 46 mm hoch, was Tageslicht, Freiraum und Spurweite beeinflusst. Tiefe Einführungsformen mit 4V, 6V, 8V und 12 Rillen ermöglichen spitze Winkel von 30° bis 180° und erhalten dabei die Oberflächenqualität.
• Verwenden Sie Ein-Körper-Schläge für Präzision. 415 mm und 835 mm decken allgemeine Setups ab.
• Wählen Sie segmentierte Abschnitte (10 - 300 mm) für enge Flansche und vielfältige Merkmale.
• Wählen Sie V-Öffnungen im 4V-- 25V-Band, um Kraft und Radius auszugleichen.
• Wählen Sie 26 mm oder 46 mm Matrizenhöhe, um Tageslicht und Werkstücksfreiheit der Maschine zu berücksichtigen.
• Für Lichtbögen stellen Sie die V-Nut vom Rundstabdurchmesser 2T ein, um einen glatten Kontakt zu gewährleisten.
Praktischer Arbeitsablauf und Schmerzpunkte in CNC-Pressbremsen für die Metallverarbeitung
Viele Erstausführungsfehler entstehen durch Sequenzfehler, schlechte Rückspurausrichtung oder ungeeignete Werkzeuge. JS RAGOS schult Teams darin, jeden Schritt vor der vollständigen Produktion zu validieren. Das Ziel ist einfach: Interferenzen zu eliminieren, Winkel zu stabilisieren und kumulative Toleranzabweichungen zu minimieren.
- L-Bend Setup-Grundlagen
L-Biegung ist die häufigste Operation und bildet die Grundlage für Z- und N-Folgen. Positioniere mit zwei Rückgaugefingern und halte die Biegmaße auf derselben Mittellinie. Für kleine Flansche ist die Reverse-Position-Verarbeitung oft stabiler. Spitze Winkel benötigen eine tiefe Einführungsform und einen scharfen Stempel für eine saubere Faltung; 88°- oder 30°-Spitzenlocher helfen, Kollisionen um Löcher oder Muttern zu reduzieren.
• Ausrichtung mit Zweipunkt-Hinterspur; Vermeiden Sie Skew während des Treffers.
• Überprüfen Sie die Interferenz zwischen Stanze und Rückspur bei sehr kleinen Größen.
• Befindet sich ein Loch nahe der Biegelinie oder die Kantengröße ist weniger als die Hälfte einer V-Nut, erwartet man Zug; Passen Sie die Methode an oder pressen Sie die Linie mit einem 88°-Schneider vor.
• Wenn kleine V-Schlitze eine Ausdehnung verursachen, biegen Sie sich zuerst in einen großen Winkel mit dem kleinen V und beenden Sie dann mit einem normalen Würfel, um die Größe zu stabilisieren.
- Z-Bend-Sequenzierung einfach gemacht
Eine Z-Biegung bildet nach einer L-Biegung einen umgekehrten Flansch. Die L-Biegung bei 89,5° - 90° vollenden, um die Rückfederung zu kontrollieren. Für den zweiten Schlag müssen Werkstück und Werkzeug flach liegen, um Verdrehungen zu vermeiden. Plane die Abfolge so, dass Plattforminterferenzen minimiert werden. Wenn eine Interferenz auftritt, biege zuerst 1 in einen größeren Winkel, forme dann Biegung 2 und setze schließlich Biegung 1 unter Druck. Diese Abfolge schützt Oberflächen und hält die Spurweite.
• Erstelle zunächst die L-Biegung; Fahren Sie als Nächstes mit der Gegenbiegung fort.
• Validierung der Plattformfreigabe; Wenn das Bett oder die Rückspur behindert, resequencen Sie.
•Für akute Z-Biegungen zuerst 90° erreichen, dann Tiefe 2 positionieren, dann Tiefe 1.
- Verwaltung von Arc Bends
Beim Bogenformen kann man eine 90°-Stempel oder eine spezielle runde Stange mit einem Bogenmesser verwenden. Manche Bauteile erreichen mit einem 90°-Stempel allein nicht die Endgeometrie; Ein Handdruck oder ein 88°-Dieb kann helfen, den Lichtbogen in Toleranz zu bringen. Verwenden Sie eine Erkennungsvorrichtung, um die Lichtbogenschlange zu überprüfen und sicherzustellen, dass die visuelle Linie mit dem Abdruck übereinstimmt. Für 90°-Bögen ist eine einfache Auswahlregel V = 2(R T), die Radius und Materialdicke ausbalanciert.
Über die Sequenz hinaus zeigen Anfänger Oberflächenmarkierung und akkumulierte Winkelabdrift. Dicke Platten um T = 2,0 zeigen tendenziell stärkere Einkerbungen. Verwenden Sie Schutzfolien, weichere Matrixradien oder breitere V-Rillen, um Spuren zu reduzieren. Vermeiden Sie gemischte Werkzeugzentren; Bestätigen Sie, dass die Stempelpunkte auf einer Linie liegen, um die Winkelkonsistenz über die Stationen zu schützen.
Qualitätskontrolle, Wartung und JS-RAGOS-Unterstützung
CNC-Pressbremse für die Metallverarbeitung erfordert eine gleichmäßige Messung und stabile Maschinen. JS RAGOS empfiehlt bei jeder neuen Einrichtung eine Erstinspektion sowie tägliche Messkontrolle und geplante Kalibrierung. Wählen Sie Maschinen nach Biegungsbreite, Länge, benötigtem Druck, verfügbaren Stationen und Vermeidungsbedürfnissen. Ein gutes Layout reduziert Überarbeitungen und Schrott.
•Validiere die Blank-Größe in jeder Prozessphase, um Fehler nicht zu stapeln.
• Rückschläger-Hintergrundinstrumente neu ausstellen; Überprüfen Sie vor dem Start die Wiederholbarkeit und Stabilität.
• Wählen Sie eine Pressbremse nach Breite, maximaler Länge, Tonnage und Freiraum aus, um Werkzeug-/Teilevermeidung zu vermeiden.
• Durchführung der Erstartikelinspektion und Überwachung der Winkel während der Charge.
•Layout vereinfachen: Biegen Sie sich von innen nach außen, von klein zu groß und allgemein bis komplex.
Eine sorgfältige Methode, kombiniert mit korrekter Werkzeuge, verändert Durchsatz und Qualität. Wenn Ihr Team neu im Bereich CNC-Pressbremsen für die Metallverarbeitung ist, kann JS RAGOS Ihnen helfen. Unsere Anwendungsingenieure bieten vor Ort Schulungen, Bend-Simulationen und Werkzeugprüfungen an. Wir passen die Stans-Form-Konfiguration an, validieren die Biegsequenzierung und schützen die Oberflächenqualität bei Ihren eigentlichen Werkstattprojekten.
Aufruf zum Handeln: Arbeiten Sie mit JS RAGOS zusammen, um eine Live-Demo zu vereinbaren, Musterbögen mit Ihren Materialien anzufordern oder eine Werkzeugbewertung zu buchen. Wir werden einen klaren Rampenplan vorstellen, Iterationen begrenzen und Ergebnisse direkt beim ersten Mal beschleunigen.