


















Werkzeugtipps vom Lieferanten von maßgeschneiderten Pressbremsmaschinen
Geht man durch eine belebte Fertigungswerkstatt, sieht man zwei Linien, die ähnliche Teile auf ähnlichen Maschinen ausführen, doch nur eine trifft beim ersten Versuch den Winkel. Der Unterschied ist nicht Glück – sondern Werkzeuge. Die richtige Mischung aus V-Dies, Stanzen, Ganzenhalsprofilen, Faltsets und zuverlässiger Klemmung hält die Winkel stabil, beschleunigt die Wechsel und schützt die Kosten. JS RAGOS, als Anbieter von Custom Press Brake Machines, hilft Teams dabei, Werkzeuge auszuwählen, die echte Produktion widerspiegeln und nicht eine perfekte Demo-Kurve.

Warum die Wahl von Werkzeugen eine strategische Entscheidung ist
Werkzeuge beeinflussen die Biegegenauigkeit, die Zykluszeit und die Gesamtkosten des Besitzes. Kleine Unstimmigkeiten – eine zu enge Lochöffnung, ein Stempelnasenradius, der nicht zum Abdruck passt, oder eine Werkzeughöhe, die mit dem Klemmen kollidiert – erzeugen eine Kette von Problemen: Winkelverschiebung, Oberflächenspuren, ungeplante Überarbeitungen und längere Setups. Das sind keine Ausnahmefälle; Sie tauchen im Alltag auf, von gebürsteten Edelstahlgehäusen bis zu dicken Stahlhalterungen. Ein Custom Press Brake Machine Anbieter sollte jede Werkzeugempfehlung mit Ihren Materialien, der Bauteilgeometrie, der Maschinenkapazität und den Bedienerroutinen verknüpfen, damit Sie wiederholbare Ergebnisse ohne ständige Anpassungen erzielen.
Bei JS RAGOS behandeln wir Tooling als ein System. Geometrie, Härte, Oberflächenoberfläche, Spannstil, Krönung und CNC-Programme müssen übereinstimmen. Wir beginnen mit der Anwendung, führen Probenkurven durch, um das Verhalten zu bestätigen, und überprüfen die Kompatibilität mit Ihren Pressbremsenspezifikationen. Dieser Ansatz stabilisiert die Qualität und verbessert den Durchsatz, ohne eine Wand aus selten genutzten Werkzeugen zu erschaffen.
- Material- und Dickenausrichtung
Wähle Werkzeuge, die zur Biegung des Materials passen, nicht nur zu seiner Nenndicke. Ein paar praktische Regeln helfen:
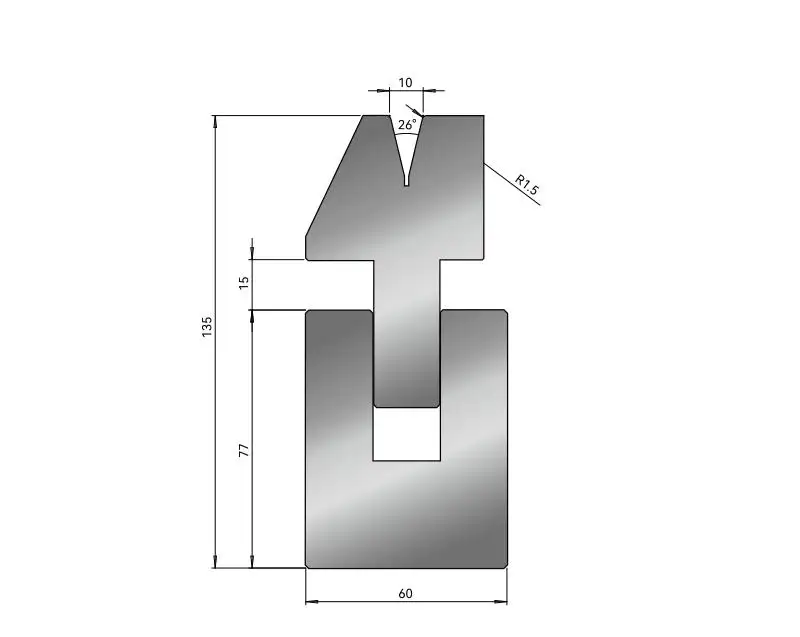
- Verwenden Sie eine geeignete V-Die-Öffnung zum Luftbiegen. Als Basismaßnahme beginnen viele Werkstätten mit etwa 8-facher Materialdicke für gängige Stähle, bei weicheren Aluminium auf 6- bis 8-fach und für Edelstahl 9-10-fach, um Markierungen und Druck zu reduzieren.
- Erwarten Sie, dass der Innenradius bei der Luftbiegung etwa V/6 entspricht. Wenn die Zeichnung einen größeren kontrollierten Radius erfordert, wählen Sie eine größere Stanzform oder ein spezielles Radiuswerkzeug, anstatt den Stempel zu übertreiben.
- Wählen Sie härtere Werkzeugstähle und polierte Arbeitsflächen für Edelstahl- und Hochfestqualitäten. Glatte Oberflächen helfen, Galling und kosmetische Schäden an gebürsteten oder eloxierten Materialien zu verhindern.
- Geistkornrichtung. Das Biegen über die Faser hinweg verringert oft das Rissrisiko bei kaltgewalztem und hochfestem Blech, insbesondere nahe minimalen Flanschlängen.
- Dünne Messgrößen mit sauberen Werkzeugen zu schützen, leichte Schmierung, wo erlaubt, oder Opferfilme zur Vermeidung von Schleifen. Schmutz auf einer Stempelfläche wird direkt in einen ansonsten perfekten Teil übertragen.
- Winkel- und Radiusregelung
Lass das Biegeziel die Werkzeuggeometrie und den Prozess bestimmen, nicht umgekehrt:
- Luftbiegen ist vielseitig und kosteneffizient, erfordert jedoch eine genaue Rückfederung. Die Standardisierung auf einem kleinen Set von Stanzen und Stempeln macht diese Korrekturen vorhersehbar in verschiedenen Arbeitsbereichen.
- Bottoming oder Coining kann bei bestimmten Bauteilen engere Winkel liefern, aber man sollte die Tonnage prüfen und den Werkzeugverschleiß berücksichtigen. Verwenden Sie diese Methoden selektiv für kritische Toleranzen oder sehr kleine Radien.
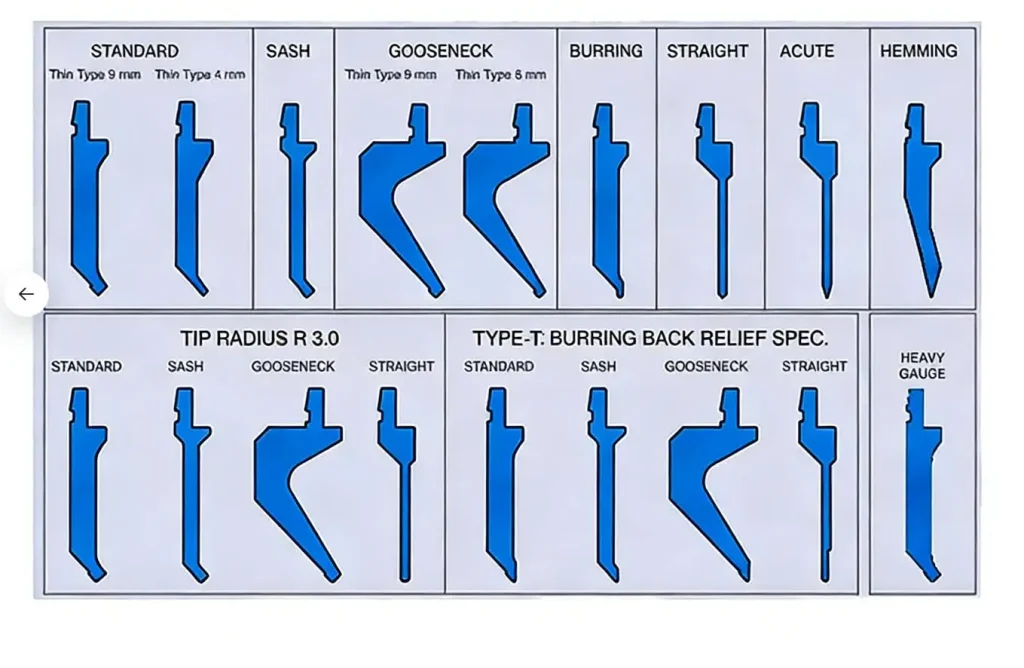
- Schwanenhals-Punches sind unerlässlich, wenn Rückflansche oder tiefe Formen mit Standardprofilen kollidieren würden. Sie bieten Freiheit, ohne den Zielwinkel zu beeinträchtigen.
- Hemming- und Faltwerkzeuge ermöglichen Faltungen, Säume und Boxarbeiten mit geringem Radius. Planen Sie einen zweistufigen Prozess: zuerst eine akute Biegung, dann Abflachen. Dadurch wird das Material nicht überstrapaziert und die Kanten sauber gehalten.
- Achten Sie auf die minimale Flanschlänge. Stellen Sie sicher, dass der Flansch vollständig über der Matrizenöffnung sitzt und die Punch-Nase freimacht. Eine einfache Kontrolle des Drucks und ein frühes Testbiegen spart Zeit und später Rest.
- Maschinen- und Werkzeugkompatibilität
Das beste Werkzeug versagt, wenn es nicht zu deiner Presspresse oder deinem Arbeitsablauf passt. Validiere die Grundlagen, bevor du dich entscheidest:

- Prüfe Tonnage, Bettlänge und maximale Biegelänge anhand von Material und Werkzeugwahl. Schwerere Anzeigen und kleinere V-Öffnungen erhöhen die Kraft schnell; Bleib innerhalb des Umfangs deiner Maschine.
- Passen Sie Werkzeugtyp und -höhe an Ihr Spannsystem an (amerikanisch, europäisch, Wila/Trumpf). Ungleiche Höhen führen zu Shimming, Winkelinkonsistenz und langsameren Wechseln.
- Freistandskontrolle: Bewertung des Tageslichts, der maximalen offenen Höhe und des effektiven Hubs für hohe Werkzeuge und tiefe Formen. Ist der Abstand unzureichend, ordnen Sie die Biegungen neu oder wählen Sie ein Profil, das den Platz erhöht.
- Ausrichtungsprotokoll: Stanz und Stirn vor jedem Lot ausrichten. Die Bestätigung des Fühlermessers sowie ein Testkupon erkennen Winkelabweichungen und verringern das Schadensrisiko von Werkzeugen.
- Hohe Mischungsbereitschaft: Implementieren Sie eine Schnellwechsel-Klemmung, die auf Ihr Werkzeugsystem standardisiert ist. Standardisierte Höhen und wiederholbare Sitzordnungen ermöglichen Wechsel unter 10 Minuten.
- Unterstützungsanalyse: Bestätigung der Reichweite der Rückspur und der Fingerstütze für lange Leertöne und dünne Messrohre; Unzureichende Unterstützung führt zu Winkelvariabilität.
- Präzision, Toleranzen und Wartung
Enge Toleranzen erfordern saubere Oberflächen, konstante Kraft und gesunde Geometrie:
- Werkzeuge nach jedem Auftrag reinigen. Chips und Schuppen stecken in die Stirnflächen ein, was zu ungleichmäßigem Verschleiß und sichtbaren Spuren führt.
- Inspektion von Arbeitskanten auf Kerben, flache Stellen oder Abplatzungen. Schleifen oder ersetzen, bevor Defekte in den Teilen auftreten.
- Überprüfung von Kronung und RAM-Parallelität im Zeitplan. Eine einfache Querschnitts-Testbiegung und Geraden halten die Winkel von links nach rechts gleichmäßig.
- Lagerwerkzeuge trocken und abgestützt. Rost und Verformung zerstören die Präzision leise; Beschriftete Racks nach Höhe und Profil helfen den Bedienern, schnell das richtige Werkzeug zu finden.
- Bauen Sie eine Rücklaufbibliothek nach Material, Dicke und Zielwinkel. Die Dokumentation echter Werkstattdaten reduziert Versuchsversuche und beschleunigt Erstgenehmigungen.
Wie JS RAGOS, ein Anbieter von maßgeschneiderten Pressbremsmaschinen, Ergebnisse liefert
JS RAGOS bietet ein Tooling-Portfolio und ein Support-Modell, das für die Produktionsrealität konzipiert ist. Wir liefern V-Stempel für gängige Dickenbereiche, Ein- und Mehrprofil-Stanzen, Ganzenhalswerkzeuge für tiefe Biegungen, Falt- und Säumsätze für Boxarbeit und Säume sowie Spannsysteme, die den Wechsel konsistent und schnell machen. Unsere Ingenieure überprüfen Empfehlungen bezüglich Ihrer Materialien, Biegeziele und Maschinenkapazität, mit Schwerpunkt auf Haltbarkeit, Oberflächenfinish und Wiederholbarkeit – so sieht Ihr erster Teil aus wie Ihr 1.000. Teil.
- Warum funktioniert unsere Art auf dem Boden?
• Wir beginnen mit Ihren Teilen und Materialien und wählen dann Werkzeuge aus, die gute Winkel wiederholbar machen.
• Wir stellen sicher, dass Stil, Höhe und Klemmen zu Ihrer Bremse passen, und Ihre CNC sowie das Nachspurgerät beeinträchtigen das Setup nicht.
• Werkzeugformen und -oberflächen halten enge Winkel und verschieben sich, mit einfachen Rückfederungstipps für jedes Material.
• Robuste Werkzeuge, einfache Pflege, längere Lebenszeit.
• Spezielle Stanzen und Stanzen für tiefe Boxen, engen Abstand und ungewöhnliche Radien, die das Teil dennoch schützen.
• Wir helfen Ihnen beim Aufbau, coachen die Betreiber und sind schnell da, wenn Sie Hilfe benötigen.
- Probleme, die wir beheben
• Lange Setups: Standardwerkzeuge nach Dicke, gleiche Stanzlänge, Schnellwechselklemmen, also keine Unterlegscheiben mehr.
•Winkeldrift: Am Anfang ausrichten, Krönung auf die Dicke setzen, Werkzeuge wechseln, bevor sie dich beißen.
• Markierungen an schönen Stellen: polierte Stanzen, Schutzfolie, größere Vs, um die Kanten aufzuweichen.
•Werkzeuge passen nicht in die Maschine: Wir überprüfen einmal und verhindern Sitz- und Winkelprobleme.
•Ich finde keine Werkzeuge: 5S, Beschriftungen, Farben und QR-Codes, sodass die Umstellungen weitergehen.
- Ein kurzes Beispiel: Eine Werkstatt wechselte zwischen 1,2 mm gebürsteten Edelstahlgehäusen und 4,0 mm HRPO-Halterungen. Die Bediener kämpften gegen Oberflächenspuren am Edelstahl und Winkelunregelmäßigkeiten bei den dickeren Teilen. Mit JS RAGOS als ihrem Lieferanten für Custom Press Brake Machine setzten sie auf eine polierte V-Stanze für dünne Edelstahl (in Kombination mit Schutzfolie), eine Allzweckmatrisse für die Halterungen, fügten einen Schwanenhals-Punch hinzu, um tiefe Rückschläge zu schaffen, und wechselten zu Schnellwechselklemmen, die ihrem Werkzeugstandard entsprechen. Die ersten Genehmigungen kamen schneller, Wechsel wurden zur Routine und kosmetische Mängel gingen zurück.

Aufruf zum Handeln: Starten Sie ein Tooling-Audit
Wenn Sie Verzögerungen, inkonsistente Biegungen oder zunehmende Überarbeitungen beobachten, kann ein strukturiertes Tooling-Audit Ihre Basislinie zurücksetzen. JS RAGOS, als Anbieter von Custom Press Brake Machines, überprüft Ihre Materialmischung, Biegeanforderungen, Werkzeugbestand und Maschinenaufbau. Sie erhalten einen schlanken Werkzeugplan, eine Kompatibilitätsprüfung und Wartungsschritte, die Präzision und Geschwindigkeit schützen.
- Beginnen Sie mit einer Anwendungsbewertung, um Werkzeuge mit Ihren dominanten Legierungen und Dicken zu koppeln.
- Anschließend folgt ein Setup-Workshop, um Ausrichtungs-, Klemm- und CNC-Winkelbibliotheken zu kodifizieren – kürzere Wechsel, stabilere Winkel.
- Planen Sie einen Wartungszyklus, der Reinigungs- und Inspektionsintervalle, Lagerungsverbesserungen und Wiederaufbereitungsauslöser definiert, um die Toleranzen zu engagieren.
Machen Sie die Auswahl der Werkzeuge zu einem Wettbewerbsvorteil. Arbeiten Sie mit JS RAGOS – Ihrem Lieferanten für maßgeschneiderte Pressbremsmaschinen – zusammen, um zuverlässige Genauigkeit, schnelleren Durchsatz und niedrigere Gesamtbesitzkosten zu erreichen. Kontaktieren Sie unser technisches Team, um Ihre Prüfung zu beginnen und einen vorhersehbareren und effizienteren Umformprozess aufzubauen.