


















Aufzugs-Paneel-Biegmaschine: Käuferleitfaden für CNC- und Plattenbieggeräte
EinAufzugspaneel-Biegemaschinemuss etwas tun, was die meisten Fertigungsmaschinen nicht können: große, flache, kosmetische Teile nach engen Montagetoleranzen formen, ohne auch nur eine einzige Spur auf der Oberfläche zu hinterlassen. Wände, Türen und Deckenpaneele der Aufzugshütte sind für Endnutzer täglich sichtbar – jede Delle, Kratzer oder Winkelabweichung zeigt sich während der Installation und kostet Zeit zur Behebung. Die Maschine, die Sie für diese Arbeit wählen, bestimmt sowohl Ihre Produktionsgeschwindigkeit als auch Ihre Endqualität.
Dieser Leitfaden behandelt die Paneltypen, Maschinenoptionen, wichtige Spezifikationen und Auswahlkriterien, die für die Herstellung von Aufzugspaneelen wichtig sind.
Was ist eine Aufzugspaneel-Biegemaschine?

EinAufzugspaneel-Biegemaschineist eine CNC-gesteuerte Maschine – entweder ein Paneelbieger oder eine CNC-Pressbremse –, die verwendet wird, um Blech in die Kabinenwände, Türpaneele, Deckenpaneele, Schwellplatten und Tragrahmen zu formen, die eine vollständige Aufzugsinstallation bilden.
Bei der Herstellung von Aufzugspaneelen werden zwei Hauptmaschinentypen verwendet:
CNC-Paneelbieger— Verwendet ein Klemm-und-Schwing-Biegeprinzip, um mehrere Flansche auf einem Blech in einem einzigen automatisierten Zyklus zu bilden. Das Blatt wird von einem Klemmbalken gehalten, während obere und untere Biegeblätter darum herum schwingen, wodurch auf allen Seiten Biegungen entstehen, ohne manuell neu positionieren zu müssen. Die Einrichtung ist automatisiert, der Kontakt mit der Oberfläche minimal und die Zykluszeiten sind schnell. Paneelbieger von Marken wie Salvagnini, Prima Power und LVD sind in der Großserienproduktion von Aufzügen üblich.
CNC-Abkantpresse— Verwendet ein Stempel- und Matrizenset, um jeweils eine Biegung zu formen. Er ist flexibler als ein Plattenbieger, verarbeitet dickere Materialien und komplexere Geometrien und kostet deutlich weniger. Für Aufzugswerkstätten, die verschiedene Kabinendesigns in gemischten Chargen herstellen, übernimmt eine hochachsige CNC-Pressenpresse die Jobmischung, mit der eine feste Blockbieger-Konfiguration zu kämpfen hat.
Die richtige Wahl hängt von Ihrem Panelvolumen, den Kabinenvarianten, den Anforderungen an die Oberflächenoberfläche und dem Budget ab – all das behandelt dieser Leitfaden.
Typen von Aufzugspaneelen: Was die Maschine formen muss

Wenn Sie jede Komponente einer Aufzugskabine verstehen, können Sie genau definieren, was Ihre Komponente istAufzugspaneel-Biegemaschinemuss damit umgehen.
Kabinenwandpaneele— Typischerweise 1–2,5 mm Edelstahl oder vorbeschichteter Stahl. Große flache Platten (bis zu 2000 mm × 1200 mm bei Standard-Wohnliften) mit relativ einfachen Flanschprofilen. Die Herausforderung besteht darin, die Ebenenheit über die gesamte Brettbreite zu erhalten – jeder Bogen oder Kette erzeugt sichtbare Lücken bei der Montage.
Aufzugstür-Paneele— Schiebetürverkleidungen aus 1,2–2 mm Edelstahl, die präzise Kantenflansche und gleichmäßige Höhenmaße über mehrere Paneele in einem Set erfordern. Türverkleidungen derselben Installation müssen innerhalb von ±0,5 mm übereinstimmen – sonst variiert der Türspalt sichtbar.
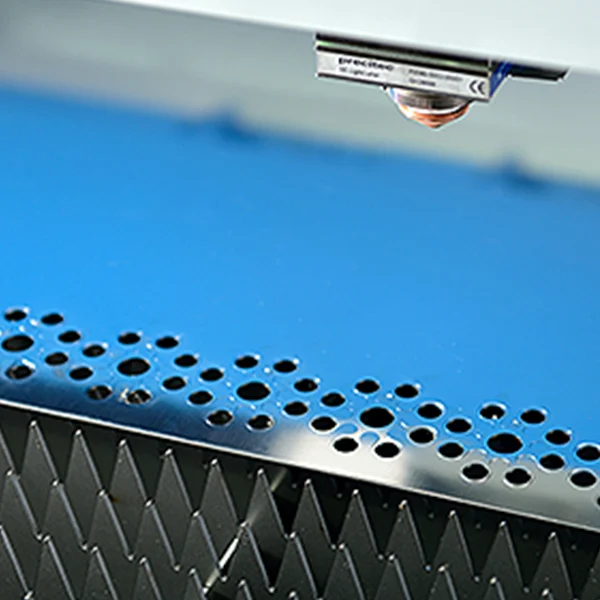
Deckenpaneele— Dünne Platten (0,8–1,5 mm) mit eingelassenen Rahmen oder Beleuchtungsausschnitten. Oft mit Spiegel oder perforiertem Edelstahl dekoriert. Erfordert eine saubere Flanschbildung bei engen Radien mit null Oberflächenkontaktmarkierung.
Wagenrahmen und Schwellplatten— Strukturelle Bauteile aus Weichstahl in einer Dicke von 3–6 mm. Optisch weniger anspruchsvoll als Innenraumpaneele, erfordern aber Maßgenauigkeit für eine korrekte Passform mit Führungsschienen und Türmechanismen.
Innenausstattung und Eckprofile— Kleine, komplexe Mehrfachbiegungen, die das Kabinenfinish definieren. Hohe Biegezahl pro Teil, enge Geometrie, oft aus 1 mm dekorativem Edelstahl oder gebürstetem Aluminium gefertigt.
Jeder dieser Bauteiltypen stellt unterschiedliche Anforderungen an einAufzugspaneel-Biegemaschinein Bezug auf Materialhandhabung, Oberflächenschutz und Biegegenauigkeit.
Warum Aufzugspaneele so stark gebiegt werden müssen
Aufzugspaneele wirken auf einer Zeichnung unkompliziert. In der Praxis gehören sie zu den schwierigeren Blechteilen, die konstant produziert werden.
Große Plattenebene— Ein 2000 mm × 1200 mm Kabinenwandpaneel aus 1,5 mm Edelstahl muss nach dem Formen innerhalb von 1–2 mm über die gesamte Oberfläche flach bleiben. Das Biegen der Restspannung in dünnem Blatt verursacht eine zurückspringbedingte Wölbung über die Paneelfläche. Maschinen ohne präzise Biegekraftsteuerung verstärken dieses Problem auf jedem Panel in einer Produktionsserie.
Oberflächenoberflächenempfindlichkeit— Spiegeloberfläche (BA), Haaransatz und gebürstete Edelstahloberflächen markieren dauerhaft Werkzeugkontakt, Metallpartikel oder Schleifen an den Stempelschultern. EinAufzugspaneel-BiegemaschineFür Edelstahl-Aufzüge werden Bürsttische, Rolla-V-Werkzeuge oder Polyurethan-Matrize-Einsätze sowie markierungsfreie Klemmsysteme benötigt, um die Oberfläche in jeder Biegung zu schützen.
Anforderungen an die Montagetoleranz— Aufzugskabinenpaneele werden vor Ort mit Verbindungen, Befestigungselementen und Klebeverbindungen montiert. Eine Kabinenwandwand, die 1 mm zu breit oder 0,5° im Flanschwinkel abweicht, verursacht bei der Installation Passformprobleme – und eine Feldanpassung der strukturellen Aufzugspaneele ist keine Option.
Hohe Biegungen pro Kabine— Eine vollständige Aufzugskabine erfordert typischerweise 50–150 einzelne Paneelbiegungen über alle Komponenten hinweg. Im Produktionsmaßstab – 10 bis 50 Kabinen pro Monat – summiert sich das auf Tausende von Kurven pro Schicht. Die Aufbaugeschwindigkeit deiner Maschine und die Zykluszeit pro Kurve bestimmen direkt deine Ausgangskapazität.
Plattenbiegen vs. CNC-Pressbremse: Welche eignet sich gut zur Produktion von Aufzugspaneelen?
Beide Maschinentypen produzieren Aufzugspaneele. Die Frage ist, welches zu deinem Produktionsprofil passt.
| Merkmal | CNC-Paneelbieger | CNC-Abkantpresse |
|---|---|---|
| Bester Paneltyp | Große flache Kabinenpaneele, Türpaneele, Deckenpaneele | Wagenrahmen, Schwellplatten, komplexe Mehrbieg-Zierleisten |
| Oberflächenschutz | Ausgezeichnet – minimaler Werkzeugkontakt | Gut – es hängt von der Werkzeug- und Stanzform-Konfiguration ab |
| Aufbauzeit pro neuem Teil | Sehr schnell – automatische Werkzeugpositionierung | Moderat – Werkzeugauswahl, Nachspur-Aufbau |
| Biegezähmung pro Zyklus | Mehrere Biegungen pro automatischem Zyklus | Eine Biegung pro Schlag |
| Kabinenvariantenwechsel | Sehr schnell – nur Programmänderung | Schneller mit gespeicherten Programmen |
| Fähigkeit für dickes Material | Begrenzt – typischerweise ≤3 mm | Vollbandbereich – beherrscht 3 mm bis 12 mm strukturelle Teile |
| Automatisierungspotenzial | Hoch – robotisches Belasten, Saugnapfzufuhr | Gut – robotische Integration verfügbar |
| Investitionskosten | Höher | Unter- bis mittlerer Bereich |
Für Hochvolumen-Aufzugshersteller, die 20 Kabinen pro Monat in standardisierten Größen produzieren, sorgt ein Paneelbieger für schnellere Zykluszeiten und niedrigere Arbeitskosten pro Panel. Für Aufzugswerkstätten, die eine breite Palette von Kabinengrößen, individuellen Designs und strukturellen Komponenten neben Innenpaneelen bearbeiten, bietet eine hochachsige CNC-Presspresse die Flexibilität, jeden Bauteiltyp ohne Nachinvestition zu betreiben.
Das8-Achs-CNC-Pressbremse mit Delem DA69T-Reglerbeherrscht Aufzugspaneele, Kabinenrahmen und Bauteile des Wagens auf einer Maschine – eine starke Wahl für Aufzugshersteller, die gemischte Produktionen über mehrere Aufzugstypen durchführen.
Wichtige Spezifikationen für eine Aufzugspaneel-Biegemaschine
Bei der Bewertung einesAufzugspaneel-Biegemaschine, dies sind die Spezifikationen, die bestimmen, ob es Ihre Innenraum-Panel-Reihe verträgt.
Maximale Biegelänge— Standardwände der Aufzugskabine erfordern eine Mindestbiegelänge von 2200 mm. Größere Panoramaaufzugspaneele oder kommerzielle Aufzugswände benötigen möglicherweise 2500 mm. Überprüfen Sie die Länge Ihres breitesten Panelflanschs mit der maximalen Biegelänge der Maschine.
Maximale Blattbreite und Diagonale— Paneelbieger sind durch die maximale eingehende Blattdiagonale begrenzt. Der Salvagnini P4 schafft eine Diagonale von bis zu 3200 mm. Überprüfen Sie dies vor der Auswahl einer Maschine mit den Maßen Ihres größten Panel-Blanks.
Materialdickenbereich— Für Innenraumpaneele ist 0,8–2,5 mm typisch. Für Türverkleidungen 1,2–2 mm. Für Fahrzeugrahmen- und Schwellerkomponenten 3–6 mm. Gib die gesamte Materialpalette an, die deine Werkstatt biegen, und prüfe, dass die Maschine alles abdeckt.
Oberflächenschutzsystem— Nicht verhandelbar für Edelstahl-Aufzugsarbeiten. Stellen Sie sicher, dass die Maschine Bürsttische oder kunststoffbeschichtete Arbeitsflächen, nicht markierende Klemmbacken sowie Rolla-V- oder Polyurethan-Einsätze als Standard- oder leicht verfügbare Optionen enthält.
Programmwechselgeschwindigkeit— Aufzugshersteller produzieren mehrere Kabinenvarianten (Wohn-, Gewerbe-, Güterverkehrs-, Kabinen-Varianten). Eine Maschine, die zwischen den Varianten manuell umgestellt werden muss, verlängert pro Schicht Stunden Ausfallzeit. Plattenbieger mit automatischer Werkzeugpositionierung und CNC-Pressbremsen mit gespeicherten Programmen bewältigen beide einen schnellen Wechsel – genau die Zykluszeit zwischen den Varianten bestätigen.
Winkelgenauigkeit und Wiederholbarkeit— Für die Montage des Aufschlags sind über vollständige Produktionsläufe ±0,3° oder besser erforderlich. Bestätigen Sie, dass die Maschine diese Toleranz nach der thermischen Stabilisierung einhält, nicht nur bei der Ersteinrichtung.
Für Arbeiten, die eine verlängerte Biegelänge über große Aufzugsstrukturpaneele erfordern, gilt dieCNC-Pressbrems-4000-mm-Bettkonfigurationbearbeitet breite Aufzugswagenrahmen und großformatige Paneele in einem Durchgang ohne Umpositionierung.
Edelstahl in der Aufzugsproduktion: Was Ihre Maschine benötigt

Die meisten Aufzugskabineninnenräume verwenden Edelstahl – und nicht irgendeine Steigung mit jeder Oberfläche.
Qualitäten, die in der Aufzugsproduktion verwendet werden:
- Klasse 304 — Standard-Kabinenwandpaneele, Türpaneele, Deckenpaneele. Der häufigste Grad in der Aufzugsfertigung. Moderate Rückfederung (2–4°) erfordert eine programmierte Korrektur.
- Klasse 316 — Verwendet in Küsten- und Hochluftfeuchtigkeitsumgebungen. Etwas höhere Festigkeit als 304, ähnliches Biegeverhalten.
- Grad 430 (ferritisch) — Günstigere Option für Lastenaufzug und industrielle Kabineninnen. Weniger Federung als 304, wirtschaftlicher für nicht-dekorative Anwendungen.
Oberflächenoberflächen, die Schutz erfordern:
- Spiegel (BA/2B) — Spiegelt alles wider. Sogar ein Fingerabdruck ist während der Verarbeitung sichtbar. Erfordert vollständig unmarkierende Werkzeugkontakt und Schutzfolie auf allen Tischflächen.
- Haaransatz (Nr. 4) — Gerichtetes gebürstetes Finish, das Querkornkratzer zeigt. Benötigt Bürstentische und Stempelschultern, die mit der Bewegungsrichtung des Blatts ausgerichtet sind.
- Satin/gebürstet — Nachsichtiger als ein Spiegel, aber dennoch Spuren durch Metallpartikelkontamination auf den Stempelschultern.
Der Produktionsprozess für fertige Edelstahl-Aufzugspaneele erfordert saubere Maschinentische, nicht markierende Klemmsysteme und ein spezielles Oberflächenschutzprotokoll – nicht nur die richtigen Maschinenspezifikationen. Für Werkstätten, die einAutomatische Metallfaltmaschine für Edelstahlplatten, wodurch die Bestätigung der Oberflächenschutzspezifikation des Geräts vor dem Kauf verhindert wird, dass nach der Lieferung kostspielige Oberflächenüberarbeitungen entstehen.
Automatisierung für die Produktion von Aufzugspaneelen
Die Herstellung von Aufzugspaneelen basiert auf Volumen und Vielfalt – eine Kombination, die Automatisierung eine sorgfältige Bewertung wert macht.
Saugnapf-CNC-Zuführung— Hebt automatisch Blattrohlinge an und positioniert sie mit Vakuumsaugnapfen auf das Maschinenbett. Keine manuelle Handhabung bedeutet keine Fingerabdrücke, Kantenschäden oder Oberflächenspuren durch Kontakt mit poliertem Edelstahl. Die Zuführung des Saugnauffußes ist bei hochwertigen Paneelbiegern Standard und optional auf CNC-Pressbremsleitungen erhältlich.
Automatisches Be- und Entladen— Roboterarm oder förderbänderbasierte Ladesysteme halten die Maschine kontinuierlich in Betrieb. Für Aufzugshersteller, die 30 Kabinen pro Monat produzieren, sinken hier die Arbeitskosten pro Panel erheblich.
Serienproduktion und Bausatzproduktion— Moderne Panel-Bieger können ein einzigartiges Panel produzieren und dann automatisch für das nächste Panel wechseln, ohne dass der Bediener eingreifen muss. Für Aufzugshersteller, die maßgeschneiderte Kabinendesigns bauen, bedeutet diese Batch-One-Fähigkeit keine Mindestbestellung für CNC-Paneelläufe.
Mehrkabinen-Variantenmanagement— Aufzugsproduktpaletten umfassen typischerweise mehrere Kabinenflächen – 1000×1300 mm, 1100×1400 mm, 1350×2100 mm Fracht und so weiter. Rechner mit gespeicherten Programmbibliotheken verwalten jede Variante, indem sie ein gespeichertes Programm laden, nicht durch das Ändern von Werkzeugen oder Fixtures.
Für Werkstätten, die lange Aufzugswandpaneele über mehrere Kabinenvarianten hinweg herstellen, gilt einTandem-Pressbremsen für die Herstellung von Langblechschafft die längere Arbeitsdauer für große kommerzielle und Güteraufzugsplatten in einer einzigen Anordnung.
Wie man die richtige Lift-Panel-Biegemaschine auswählt
Verwenden Sie dieses Fünf-Schritte-Framework, um Ihre Maschinenspezifikation zu definieren, bevor Sie einen Lieferanten beauftragen.
Schritt 1: Definieren Sie Ihren Panelbereich
Geben Sie Ihre größten und kleinsten Kabinenpaneelmaße an. Bestätigen Sie die maximale erforderliche Biegelänge, die maximale Blattdiagonale und den minimalen inneren Biegeradius für Ihre dekorativen Paneelprofile.
Schritt 2: Kartiere deine Material- und Oberflächenanforderungen
Wenn Sie einen Spiegel oder Haaransatz aus Edelstahl biegen, ist Oberflächenschutz eine zwingende Spezifikation – kein optionaler Zusatz. Bauen Sie das von Anfang an in Ihre Anforderung ein.
Schritt 3: Setze dein Produktionsvolumen ein
Weniger als 10 Kabinen pro Monat: Eine CNC-Pressenbremse bedient das Volumen mit voller Flexibilität. 10–30 Kabinen pro Monat: Bewerten Sie, ob die schnellere Zykluszeit eines Panel-Biegers die höheren Investitionskosten rechtfertigt. Über 30 Kabinen pro Monat: Ein Paneelbiegen mit automatischer Zuführung sorgt typischerweise für deutliche Kosteneinsparungen pro Paneel gegenüber einer Pressbremse.
Schritt 4: Zähle deine Kabinenvarianten
Mehr Kabinenvarianten bedeuten einen höheren Wert bei einem schnellen Programmwechsel. Bestätigen Sie die Umstellungszeit zwischen den Varianten für jede Maschine, die Sie bewerten – nicht nur theoretische Zeit, sondern auch die tatsächliche gemessene Zeit, einschließlich aller Umpositionierung oder Anpassung der Armaturen.
Schritt 5: Bestätigen Sie die Toleranzen für das Fit-up nachgeschaltet
Holen Sie sich die Montagetoleranzen aus Ihren Aufzugsdesignzeichnungen. Arbeiten Sie rückwärts, um zu bestätigen, welche Maschinentypen diese Toleranzen in der Produktion halten können – nicht nur beim ersten Artikel.
Häufig gestellte Fragen zu Aufzugspaneel-Biegemaschinen
Was ist eine Aufzugspaneel-Biegemaschine?
Eine Aufzugspaneel-Biegemaschine ist eine CNC-Pressbrems- oder automatischer Plattenbieger, die verwendet wird, um Blechteile für die Aufzugsproduktion herzustellen – einschließlich Kabinenwandpaneele, Türpaneele, Deckenplatten, Schwellenplatten und tragenden Wagenrahmen. Diese Maschinen müssen präzise Winkelsteuerung mit Oberflächenschutz für Edelstahloberflächen kombinieren.
Ist ein Paneelbieger oder eine CNC-Pressbremse besser für Aufzugspaneele?
Für die Massenproduktion großer flacher Kabinenpaneele in standardisierten Größen sorgt ein CNC-Paneelbieger für schnellere Zykluszeiten und weniger manuelle Handhabung. Für Werkstätten, die verschiedene Kabinengrößen, maßgeschneiderte Designs und dickere Strukturkomponenten neben Innenpaneelen herstellen, bietet eine hochachsige CNC-Pressbremse größere Flexibilität bei geringeren Investitionskosten. Viele Aufzugshersteller verwenden beides.
Welchen Oberflächenschutz brauche ich für Edelstahl-Aufzugspaneele?
Spiegel-, Haaransatz- und gebürstete Edelstahl-Höhenruderplatten erfordern markierungsfreie Klemmbacken, bürsten- oder plastikbeschichtete Maschinentische, Rolla-V-Walzwerkzeuge oder Polyurethan-Matrie-Einsätze sowie eine saubere Maschinenumgebung ohne Metallpartikelkontamination. Oberflächenschäden an Edelstahl-Aufzugspaneelen sind ohne Nachlackierung meist irreversibel.
Welche Biegelänge brauche ich für die Herstellung von Aufzugspanels?
Standard-Wandpaneele für Wohnaufzüge benötigen eine Mindestbiegelänge von 2200 mm. Gewerbliche und Panoramaaufzugspaneele benötigen möglicherweise 2500 mm. Lastenaufzugswände und große Tragplatten können 3000 mm überschreiten. Überprüfen Sie vor der Auswahl der Maschine die breite Abmessung Ihres Panelflansches.
Wie viele Biegungen benötigt eine Aufzugskabine?
Eine vollständige Aufzugskabineninstallation umfasst typischerweise 50–150 einzelne Paneelbiegungen über alle Komponenten – Kabinenwände, Türpaneele, Decke, Schwellplatten und Zierprofile. Bei 10–50 Kabinen pro Monat entspricht das mindestens 500–7.500 Kurven pro Monat – was Maschinengeschwindigkeit, Aufbauzeit und Zykluszeit bedeutende Faktoren für Ihre Produktionskapazität macht.