


















Hydraulische Pressbremsbremse 600T–3000T: Anwendungsfälle und Risiken für Schwerformung
Der Übergang zu hydraulischen Pressbremsen mit ultrahoher Tonnage (600T–3000T) stellt einen grundlegenden Wandel vom Blechbiegen hin zur schweren Blechformung dar. Auf diesen Skalen wird die Physik des Luftbiegens von massiven Widerstandskräften dominiert, bei denen die innere kristalline Struktur des Materials das Maschinenverhalten stärker bestimmt als die Steuerfläche des Bedieners. Präzision in diesem Niveau ist nicht nur eine Frage der linearen Genauigkeit, sondern ein komplexer Kampf gegen Rahmendurchbiegung, Materialrückstand und die Energie, die benötigt wird, um ein Kunststoffscharnier in hochfesten Legierungen zu starten. Das Versäumnis, die Lastphysik dieser Maschinen zu respektieren, führt nicht zu einem verschrotteten Teil; Dies führt zu katastrophalen strukturellen Beeinträchtigungen der Werkzeuge oder des Maschinenrahmens selbst.
- Ultra-Tonnage-Notwendigkeit: Angetrieben durch globale Infrastruktur-, Schiffbau- und Energiesektoren, die monolithische Plattenintegrität erfordern.
- Dominanz der Plattenphysik: Ab 600T machen Durchdruckspannungsgradienten Standard-K-Faktor-Berechnungen obsolet.
- Strukturelle Lastwege: Die Tonnagewerte sind zweitrangig gegenüber der Fähigkeit der Maschine, Energie ohne Torsionsverdrehung zu kanalisieren.
- Katastrophales Ausfallrisiko: Die Energiespeicherung in einem abgelenkten 3000-Tonnen-Rahmen verwandelt kleinere Werkzeugbrüche in hochgeschwindigkeitsprojektile.

Die Lastphysik-Hülle über 600 Tonnen: Was verändert sich im Metallverhalten
Bei der Verarbeitung schwerer Platten auf einer 600T- bis 3000T-Maschine verhält sich das Material nicht mehr wie eine einheitliche Ebene. Am Kontaktpunkt entwickelt sich ein triaxiales Spannungsfeld, wo die Penetrationstiefe der plastischen Zone die neutrale Achse erreichen muss, bevor eine dauerhafte Verformung stattfindet. Bei dünneren Materialien erfolgt dieser Übergang nahezu augenblicklich; Bei ultraschweren Platten hingegen bewegt sich die Ausbreitung der Fließfront langsam und erzeugt einen massiven Aufbau des inneren Widerstands.
Materialverhalten unter ultrahoher Tonnage
| Metrik | 600T-Schwelle | 3000T-Schwelle | Technische Auswirkungen |
| Spannungsfeldtyp | Biaxial dominant | Triaxial dominant | Erhöhtes Risiko einer inneren Delaminierung. |
| Neutralachsenverschiebung | Minimal | Bedeutend | Die Berechnung der Leerstofflänge wird nichtlinear. |
| Scherbandvermehrung | Oberflächenniveau | Volldicke | Erfordert langsamere RAM-Geschwindigkeiten, um Risse zu vermeiden. |
| Spannungsspeicherung | Mäßig | Extreme | Die Maschine muss massive Rückstoßenergie abgeben. |
Strukturelle Rahmenspannungsverteilung bei 600T–3000T hydraulischen Pressbremsen
Am 3000-Tonnen-Limit wirkt der Pressbremsrahmen eher wie eine Brücke als wie eine Werkzeugmaschine. Der Längsstrom des Balkens muss sorgfältig gesteuert werden, um eine "Bananen"-Durchbiegung zu verhindern. Hersteller verwenden schwere C-Rahmen- oder Kastenstruktur-Zugstangen-Designs, um sicherzustellen, dass die Kompressionslastübertragung der Säule vertikal bleibt. Wird der Torsionswiderstand des Rahmens überschritten, verliert der RAM an Parallelität, was zu ungleichmäßigen Flanschlängen und lokaler Werkzeugüberlastung führt.
- Bettablenkung: Selbst bei Kronungssystemen unterliegt das Bett einer erheblichen elastischen Verformung, die in Echtzeit ausgeglichen werden muss.
- Symmetrie des hydraulischen Zylinders: Die Kraft muss mit absoluter Synchronizität ausgeführt werden; eine Millisekunde Verzögerung bei 3000T verursacht eine massive Seitenbelastung der RAM-Führungen.
- Ram-Parallelität: Dies wird durch hochauflösende lineare Encoder erreicht, die die Symmetrie der hydraulischen Zylinderkraft gegenüber der strukturellen Rückkopplung des Rahmens überwachen.
Hydraulisches Druckverhalten bei extrem hohen Tonnagewerten
Die Steuerung der Hydraulik in diesem Maßstab erfordert mehr als nur hohen Druck; Es erfordert eine ausgefeilte Flusskontrolllogik. Die Flüssigkeitskompressibilität wird zu einer greifbaren Variablen – bei 300 bar kann Hydrauliköl fast 1 % seines Volumens komprimieren. Dies erzeugt einen "Feder"-Effekt in den Zylindern, der durch Servo-Proportionalventilmodulation gesteuert werden muss, um unregelmäßige Bewegungen des Zylinders während des Übergangs vom schnellen Anlauf zur Pressgeschwindigkeit zu verhindern.
- Druckspitzendämpfung: Hochgeschwindigkeitsventile verhindern die Ausbreitung von Druckwellen, die während des Plattenbruchs oder Durchbruchs Dichtungen platzen lassen könnte.
- Thermisches Lastverhalten: Das schiere Volumen des bewegten Öls erzeugt erhebliche Wärme; Hydraulische thermische Expansionsdrift kann die Schlaggenauigkeit beeinträchtigen, wenn sie nicht durch aktive Kühlung gesteuert wird.
- Mehrzylinder-Synchronisation: Großformatmaschinen verwenden oft 4 oder mehr Zylinder und benötigen eine eigene SPS, um den Durchfluss basierend auf Echtzeitdaten der Lastzelle auszugleichen.
Fehlermodi, die einzigartig für Ultra-Tonnage-Umformmaschinen sind
Im Bereich 600T–3000T wird "Verschleiß" durch "Ermüdung und Bruch" ersetzt. Der gefährlichste Versagensmodus ist die lokalisierte Spannungssingularität, bei der ein mikroskopischer Defekt im Werkzeug oder der Platte unter Last zum totalen strukturellen Bruchpunkt wird.
Ultra-Tonnage-Fehlermatrix
| Ausfallmodus | Ursache | Schwere | Warnzeichen |
| Rahmenermüdungsbruch | Zyklische Spannungsansammlung von Ermüdung | Kritisch | Farbabblätterung an den Fugen; Hörbare "Pings" während des Ladens. |
| Katastrophaler Werkzeugbruch | Bruchwiderstandsschwellenbruch | Extreme | Mikroriss an V-Die-Schultern. |
| Plate Snap-Back | Plötzliche Freisetzung von Dehnungsenergie | Hoch | Schnelle Schwingung der Platte nach dem Schlag. |
| Hydraulische Dichtungsblasung | Druckwellenausbreitung | Mäßig | Hydraulischer Nebel oder plötzlicher Ram-Drop. |
Starke Umformungsversagen verlaufen selten allmählich. Sobald das Mikroriss-Ausbreitungsgitter einen kritischen Zustand erreicht, tritt der endgültige Bruch mit Schallgeschwindigkeit im Material auf.
Plattendicke vs. Kraftkurve: Wenn das Formen exponentiell wird
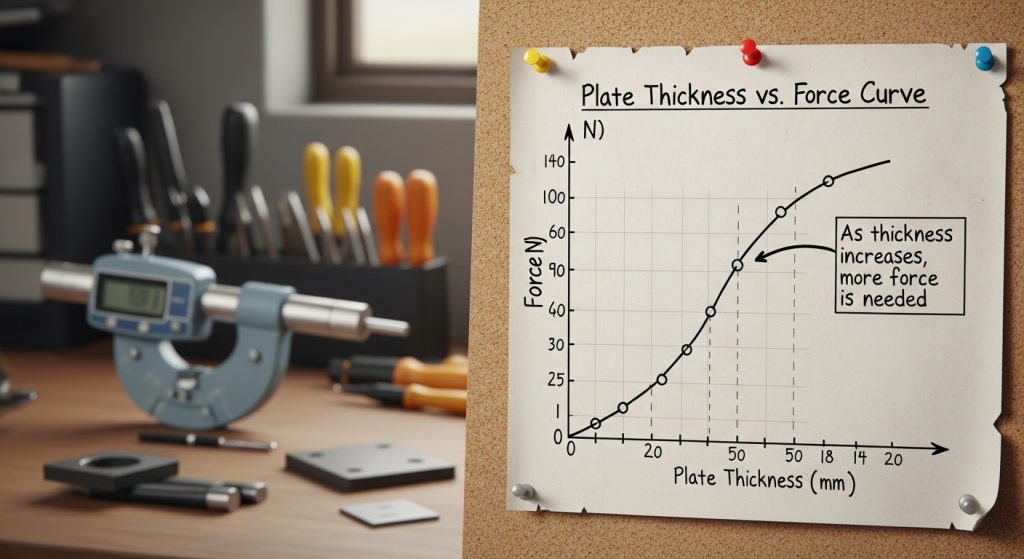
Das Verhältnis zwischen Plattendicke und erforderlicher Kraft ist nicht linear; es handelt sich ungefähr um eine dicke-quadratische Beziehung. Wenn man von 20 mm auf 100 mm Platte wechselt, ist die Widerstandssteigerung des Schnittmoduls enorm. Dies erzeugt einen Lastverstärkungsgradienten, bei dem eine kleine Zunahme der Plattendicke eine unverhältnismäßig größere Maschine erfordert.
- Elastisch-Kunststoff-Übergang: Der Punkt, an dem die Platte aufhört zu widerstehen und sich zu verformen beginnt.
- Plastische Scharnierbildung: Der lokalisierte Bereich der Biegung, in dem das Material die höchste Zugfestigkeit erreicht.
- Spannungsenergieaufnahme: Die Gesamtenergie, die von der Platte gehalten wird; höhere Tonnen müssen am unteren Ende des Schlags verweilen, damit diese Energie abfließen kann.
Anlagentechnische Einschränkungen über 1000 Tonnen Maschinen
Eine 3000T-Pressbremse kann nicht einfach auf einem Standardwerksboden installiert werden. Die Fundamentlastverteilungsplatte muss so konstruiert werden, dass sie verhindert, dass die Maschine im Laufe der Zeit absinkt oder kippt.
- Fundamentverstärkung: Tiefpfahlfundamente mit schweren Bewehrungsgittern sind erforderlich, um das statische Gewicht (oft >200 Tonnen) und die dynamische Presskraft zu bewältigen.
- Schwingungsisolierung: Schwingungsharmonische Isolation verhindert, dass die massive Energie des Hubs nahegelegene Präzisionsmaschinen beschädigt.
- Strombedarf: Diese Maschinen benötigen Hochstromzufuhr, um mehrere 50-PS-Hydraulikpumpen gleichzeitig anzutreiben.
Bei schwerer Plattenbildung sollte das Formen auf Rollen statt Biegen auf Rollen umschalten
Bei extremen Dicken oder engen Radien wird eine Pressbremse ineffizient. Eine Entscheidungsmatrix ist erforderlich, um zu bestimmen, wann von einer Pressbremse auf eine Plattenwalzmaschine umgestellt werden soll.
| Faktor | Verwendung der Pressbremse | Plattenwalze verwenden |
| Min. Radius | Bestimmt durch V-Würfel ($>3t$) | Man kann engere, kontinuierliche Kurven erreichen. |
| Plattenlänge | Begrenzt durch die Maschinenbreite. | Kann extrem lange Zylinder verarbeiten. |
| Dicke | In der Regel bis zu 100 mm bis 150 mm. | Kann für bestimmte Schiffsarbeiten 200 mm überschreiten. |
| Komplexität | Am besten für mehrere Winkel/Flansche. | Am besten für 360° zylindrische Formung. |
Wirtschaftliche Risikomodellierung für den Besitz von Maschinen mit sehr hoher Tonnage
Die Investition in eine 2000T- oder 3000T-Maschine ist eine 20-jährige Kapitalinvestition. Das ROI-Modell muss mehr als nur "Teile pro Stunde" berücksichtigen.
- Auslastungsbreak-even: Diese Maschinen benötigen oft nur 30–40 % Auslastung, wenn der Mehrwert des Projekts hoch ist.
- Werkzeuglebenszyklus: Maßgeschneiderte V-Dies für 2000T-Maschinen können Zehntausende von Dollar kosten.
- Projektdichte: Das Risiko ist hoch, wenn die Maschine von einem einzelnen Regierungsauftrag oder Industriesektor abhängig ist.
ROI-Szenariotabelle
| Metrik | Hohe Auslastung (Infrastruktur) | Geringe Auslastung (Custom R&D) |
| Rückzahlungszeit | 3–5 Jahre | 8–12 Jahre |
| Ausfallrisiko | Kritisch (Einnahmeverlust) | Handhabbar (Schichtplan) |
| Wartungsprofil | Präventiv/Aggressiv | Zustandsbasiert |
Das Verständnis der 3200 mm vs. 4000 mm Kapazität Unterschiede sind für Projekte unerlässlich, die am Rande der schweren Fertigung liegen. Während ein 3200mm Pressbremse dient als Rückgrat für mittlere Bauarbeiten, die 4000mm Pressepresse markiert oft den Einstieg in die schwere Infrastruktur. Für ultralange Bauteile, die die Bettlänge einer einzelnen Einheit überschreiten, Tandem-Pressbremssysteme eine synchronisierte Alternative zu monolithischen Maschinen bieten. Es ist auch erwähnenswert, dass die Physik des unteren Bereichs, wie zum Beispiel 10-mm-Blechbiegen, liefern die Basisdaten, die zur Extrapolation der für den Bereich 600T–3000T erforderlichen extremen Kräfte verwendet werden.
Fazit: Ultra-Tonnage-Umformung ist im Bauingenieurwesen ebenso eine Übung wie in der Metallverarbeitung. Erfolg erfordert eine ganzheitliche Sicht auf die Maschine, das Material und die Einrichtung, in der sie sich befindet.