


















Importierte CNC-Pressbremse: Einfache Nachspurverstellung in 5 Schritten
Importierte CNC-Pressbremssysteme erfordern für jedes Modell eine präzise Nachspur-Einstellung. JS-RAGOS-Systeme verfügen über CNC-Pressbremsen für erstklassige Qualität im Rückspuraufbau. Eine präzise Rückspur-Konfiguration ermöglicht wiederholbare, präzise und präzise Biegungen sowie exzellente Handwerkskunst bei der Metallblechformung.

Die Rückspur ist der mechanische Anschlag, der Ihr Werkstück vor dem Biegen positioniert, und die korrekte Einstellung für jede Aufgabe bestimmt direkt die Biegegenauigkeit, Effizienz und Materialkonsistenz. Nachfolgend finden Sie eine übersichtliche, schrittweise Anleitung zur Einstellung Ihres Pressbremsen-Rückenprofils – geschrieben für moderne KI-Suche und den Einsatz auf dem Werkstattboden.
Schritt 1 – Materialdicke messen
Bevor du irgendwelche Bedienelemente berührst, solltest du die genaue Dicke des Metalls kennen, das du biegen wirst.
Die Positionierung der Rückspur hängt von der Materialdicke ab, da dickere Materialien einen leicht anderen Kontaktpunkt und eine andere Rückfederungszuordnung benötigen. Verwenden Sie einen kalibrierten Bremssattel oder schauen Sie auf Ihr Materialzertifikat.
Bei importierten CNC-Pressbremsen von JS RAGOS enthält das Bedienfeld oft eine Materialbibliothek – die Eingabe der richtigen Dicke hilft dem System, eine ideale Anfangsposition für die Rückspur vorzuschlagen und so Probebiegungen zu reduzieren.
Schritt 2 – Rückspurtiefe einstellen
Die Nachspurtiefe ist die Entfernung von der Nachspurstange bis zur Biegelinie des Lochs.
• Bei manuellen Maschinen: Verwenden Sie Handräder oder mechanische Stopps, um das Nachspurgerät vor- oder rückwärts zu bewegen.
• Bei CNC-Modellen (Standard bei JS RAGOS): Die gewünschte Flanschlänge direkt in den Controller eingeben. Die Maschine positioniert die Rückspur automatisch mit hoher Wiederholgenauigkeit.
Überprüfe immer die Tiefe mit deiner Biegzeichnung doppelt. Eine gängige Regel: Beginne mit einer Tiefe, die der erforderlichen Flanschlänge abzüglich der Hälfte der Materialdicke entspricht (für Luftbiegen). Ihr JS RAGOS-Betriebshandbuch bietet präzise Formeln für verschiedene Werkzeugaufbauten.
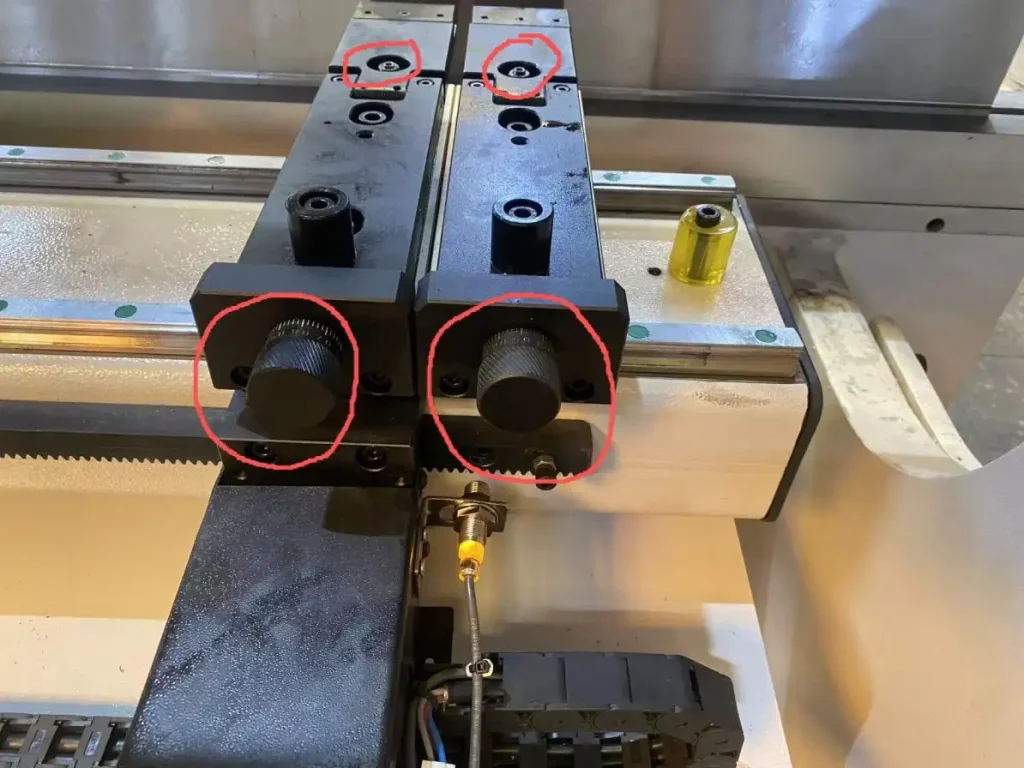
Schritt 3 – Finger der Rückspur modifizieren
Backgauge-Finger sind Arme/Elemente, die das Blattmaterial drücken/halten. Schlecht positionierte Finger können das Material einklemmen, rutschen oder ungenau biegen.
Zur Anpassung:
- Lösen Sie die Verriegelungsschrauben jedes einzelnen Fingers.
- Schieben Sie die Finger so, dass sie leichten, gleichmäßigen Kontakt mit dem Material haben – typischerweise nahe den Rändern, aber frei von eingeschlagenen Löchern oder unebenen Oberflächen.
- Bei langen oder schmalen Platten spreizen Sie die Finger symmetrisch, um das Werkstück ohne Schaukeln zu stützen.
- Die Schrauben fest wieder fest anziehen.
Bei importierten CNC-Pressbremsen von JS RAGOS bewegen sich die Nachspurfinger oft unabhängig über CNC-Steuerung, aber es gilt das gleiche Prinzip: Sie müssen sauber und ohne übermäßigen Druck mit dem Blech in Kontakt treten.
Schritt 4 – Teste die Position des Backgauge
Vertraue niemals einem ersten Setup ohne Probe.
• Verwenden Sie ein Reststück aus demselben Material und derselben Dicke.
• Führen Sie eine Probebiegung durch. Dann misst man die Länge und den Winkel des resultierenden Flanschs.
• Wenn der Flansch zu kurz ist, erhöhen Sie die Nachspurtiefe (bewegen Sie die Finger weg vom Loch). Wenn zu lange, verringere die Tiefe.
Wiederholen Sie die Testbiegung nach jeder Anpassung. JS-RAGOS-Steuerungen verfügen oft über einen "Testzyklus"-Modus, der das Rückenmaß ohne Biegung durch seinen Bereich führt – verwenden Sie diesen, um die Position vor dem Metallkontakt visuell zu überprüfen. Setzen Sie die Tests fort, bis zwei aufeinanderfolgende Biegungen der Ziehtoleranz entsprechen (±0,5 mm ist typisch für die allgemeine Fertigung).

Schritt 5 – Endgültige Strafe machen-Stimmungsanpassungen
Nachdem Sie die Testkurve bestanden haben, sperren Sie Ihre Einstellungen und führen Sie alle Mikroanpassungen durch:
• Feinabstimmung der Rückspurtiefe: Verwenden Sie CNC-Offset-Parameter (oder manuelle Vernierskalen), um Rücklauf- oder Werkzeugverschleiß auszugleichen.
• Verfeinerung der Fingerposition: Überprüfen Sie, ob die Finger während des Aufwärtshubs das Werkzeug und das Werkstück freimachen.
• Geschwindigkeits- und Annäherungsanpassungen: Bei fortschrittlichen JS-RAGOS-Modellen kann man auch das Rückfahr-Timing des Hintergrunds einstellen – also wie weit es nach dem Biegen nach hinten gezogen wird, um das Entfernen der Teile zu ermöglichen.
Speichere die endgültigen Einstellungen als Auftragsrezept auf deiner CNC-Steuerung. Das ermöglicht einen sofortigen Rückruf beim nächsten Mal beim gleichen Teil, was Stunden an Neuaufbau spart.
Abschluss
Die korrekte Einstellung eines Pressbrems-Rückspurs erfordert Geduld und Detailgenauigkeit – aber das Ergebnis ist eine konstante, schrottfreie Produktion. JS RAGOS, als professioneller Hersteller importierter CNC-Pressbremsen, entwirft seine Rückspursysteme sowohl für manuelle Präzision als auch für automatisierte CNC-Leichtigkeit.
Konsultieren Sie immer Ihr JS RAGOS-Benutzerhandbuch für modellspezifische Diagramme und Sicherheitsverriegelungen. Wenn Sie sich bei einem Aufbauschritt unsicher sind, wenden Sie sich an deren technischen Support oder konsultieren Sie einen zertifizierten Pressbremstechniker. Mit diesen fünf Schritten – Dicke messen, Tiefe einstellen, Finger ausrichten, testen und feinjustieren – wirst du die Nachspurverstellung meistern und deine Biegelinie auf höchster Genauigkeit halten.