


















Leitfaden für Hersteller von Metallblechbiegmaschinen zur Pressbremskrönung
Der Hersteller von Metallblechbiegmaschinen JS RAGOS präsentiert einen praktischen Leitfaden zum Pressbremskrönen für gleichmäßige, hochpräzise Biegungen.

Warum das Krönen beim Präzisionsbiegen wichtig ist
In der Blechfertigung ist die Pressbremse nur so genau wie ihre Fähigkeit, Ausbiegung zu widerstehen. Beim Biegen konzentrieren sich die Reaktionskräfte an die Enden des Ramms, während sich die zentrale Spannweite verbiegt. Die Unterseite des Ramms wird leicht konkav, und der Spalt zwischen Stanz und Matrize zieht sich in der Mitte zusammen. Das Ergebnis ist ein langer Teil mit Winkelvariationen entlang der Länge: engere Winkel in der Mitte der Spannweite, offene Winkel an den Enden. Das ist der Schmerzpunkt, der zu Überarbeitungen, Schillern, zusätzlichen Versuchsbögen und Werkzeugverschleiß führt.
Die Kronung kompensiert durch eine kontrollierte, nach oben gerichtete elastische Verformung im unteren Tisch, die der Durchbiegungskurve des Ramms entspricht. Wenn die Krönung korrekt auf Last und Länge abgestimmt ist, bleibt die Matrizenöffnung von links nach rechts gleichmäßig und der Winkel bleibt linear. Für einen Hersteller von Blechbiegmaschinen ist dies kein Merkmal; Es handelt sich um eine Prozessfähigkeit, die Durchsatz und Erstpass-Ertrag steuert.
Als Hersteller erlebt JS RAGOS drei wiederkehrende Probleme auf Kundenebenen:
•Inkonsistente Winkel über lange Profile, die ein manuelles Nachbiegen erfordern.
•Übermäßige Einrichtungszeit aufgrund manueller Shimmen und Raten.
•Genauigkeitsdrift während der Verschiebung, wenn Materialdicke, Wärme oder Werkzeugverschleiß die Last verändern.
Ein nun ja-Gewähltes Krönungssystembehebt diese Probleme, indem eine vorhersehbare Geometrie unter Last wiederhergestellt und wiederholbare, datenbasierte Anpassungen ermöglicht werden.
Hydraulische vs. mechanische Krönung: Perspektive des Herstellers von Metallblechbiegmaschinen
- Hydraulische Krönung in der Praxis
Die hydraulische Kronung verwendet eine Reihe von Ölzylindern, die unter dem unteren Tisch integriert sind. Zylinderposition und -kapazität folgen dem erwarteten Durchbiegungsprofil, das aus der Strukturanalyse abgeleitet ist. Unter CNC-Kommando misst ein proportionales hydraulisches Ventil den Druck auf jede Zylindergruppe. Die Kolben verlängern sich ein wenig und biegen den Haupttisch innerhalb seines elastischen Bereichs nach oben. Da der untere Tisch beim Kontakt eine einzige Ebene bleibt, wird das Blatt stabil gestützt, wenn sich der Ramm schließt.

Aus Sicht eines Herstellers von Blechbiegmaschinen bietet die hydraulische Kronung mehrere klare Vorteile:
• Kein Keil- oder Schraubenverschleiß im Kronelement; Der Tisch biegt sich elastisch.
• Kompakte Integration mit minimaler erhöhter Höhe und Breite.
• Stabiler Flächenkontakt mit dem Werkstück, was das Risiko einer Verschiebung von Blechplatten verringert.
• Eine Einstellung ist möglich, solange das Teil noch geklemmt ist, was schnelle Korrekturen zwischen den Biegungen ermöglicht.
Wenn Wechsel häufig sind und die Bauteilfamilien in Länge und Dicke variieren, spart die Möglichkeit, Druckprofile schnell anzupassen, Zeit und schützt die Genauigkeit.
- Mechanische Krönung in der Praxis
Das mechanische Krönen basiert auf einem passenden Satz schräger Keilblöcke, die unter dem Tisch angeordnet sind. Die Keilgeometrie folgt der Durchbiegungskurve der Maschine, die ebenfalls aus der Strukturanalyse abgeleitet ist. Eine dedizierte CNC-Achse treibt die Keile seitlich an. Wenn sich die Keile verschieben, erzeugt der Stapel eine "Vorwölbung" entlang des Tisches, wodurch der Spalt vor der vollständigen Last ausgerichtet wird. Mit mehreren Kontaktpunkten über die gesamte Länge folgt die Kompensation einer präzisen Kurve, und die Maschine biegt sich in einem lineareren Modus.

Wichtige Vorteile, die von JS RAGOS anerkannt werden, sind:
• Langfristige Stabilität mit einem starren, rein mechanischen Stack, der bei korrekter Konstruktion und Schmierung über die gesamte Lebensdauer effektiv wartungsfrei ist.
•Viele Kronpunkte entlang der Tischlänge, was eine feine, verteilte Kompensation ermöglicht.
• Digitale Positionierung unter CNC-Steuerung, wobei Rückkopplung zur Einstellung und Überprüfung der Kronachse verwendet wird.
Der mechanische Ansatz vermeidet Hydrauliköl, Schläuche oder Dichtungen. Bei sehr langer Nutzung können Schrauben oder Keile Verschleiß zeigen, aber robuste Materialien und richtige Vorspannung verlängern die Lebensdauer und halten die Genauigkeit stabil.
- Die Wahl zwischen beidem
Die richtige Wahl hängt mehr vom Produktionskontext als von der Theorie ab. JS RAGOS empfiehlt, das Crowning-System an Ihre Betriebsrealitäten auszurichten:
• Produktmischung: Häufige Wechsel und vielfältige Materialien begünstigen hydraulische Flexibilität. Stabile, wiederholbare Läufe begünstigen mechanische Konsistenz.
•Boden- und Höhenbegrenzungen: Hydraulikpakete sind typischerweise kompakter.
• Service-Philosophie: Mechanik vermeidet hydraulische Wartung; Hydraulik vermeidet Keilverschleiß.
• Teillänge und Tonnage: Sehr lange Flächen und hohe Tonnage profitieren von dichten Kronpunkten; Beide Systeme können entsprechend konstruiert werden.
• Prozesssteuerung: Beide integrieren sich als CNC-Achse; Bestätigen Sie, dass Ihr Controller Crowning-Tabellen und Offsets pro Job unterstützt.
•Umweltbeschränkungen: Wo das Ölmanagement herausfordernd ist, bietet der Maschinenbau eine saubere Alternative.
*die Arbeitsprinzipien der hydraulischen und mechanischen Kronung werden erklärt
indem man das numerische Steuersystem der DA-66T-Serie der DELEM-Firma in den Niederlanden als Beispiel nimmt.
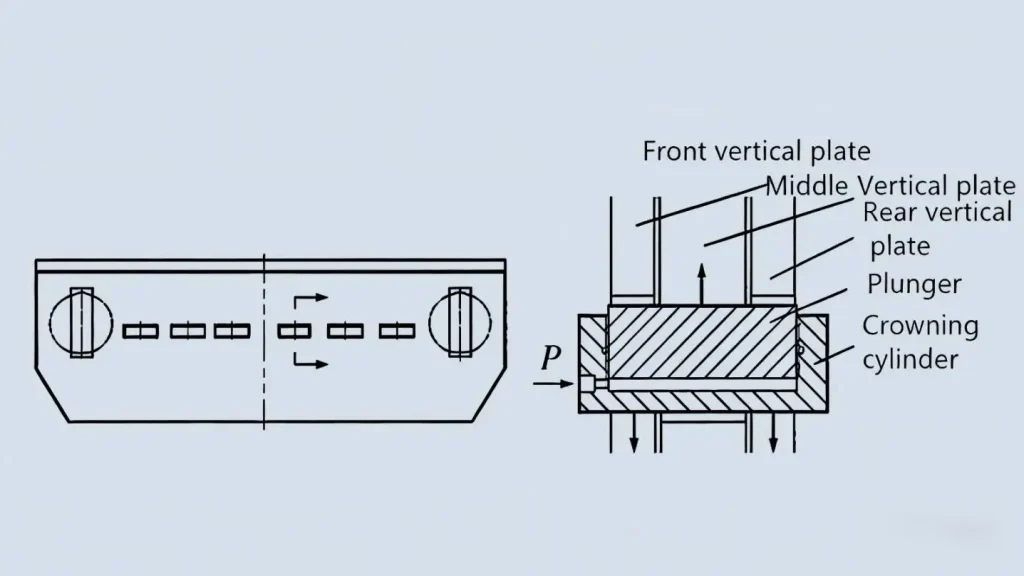
(1) Arbeitsprinzip der hydraulischen Kronung
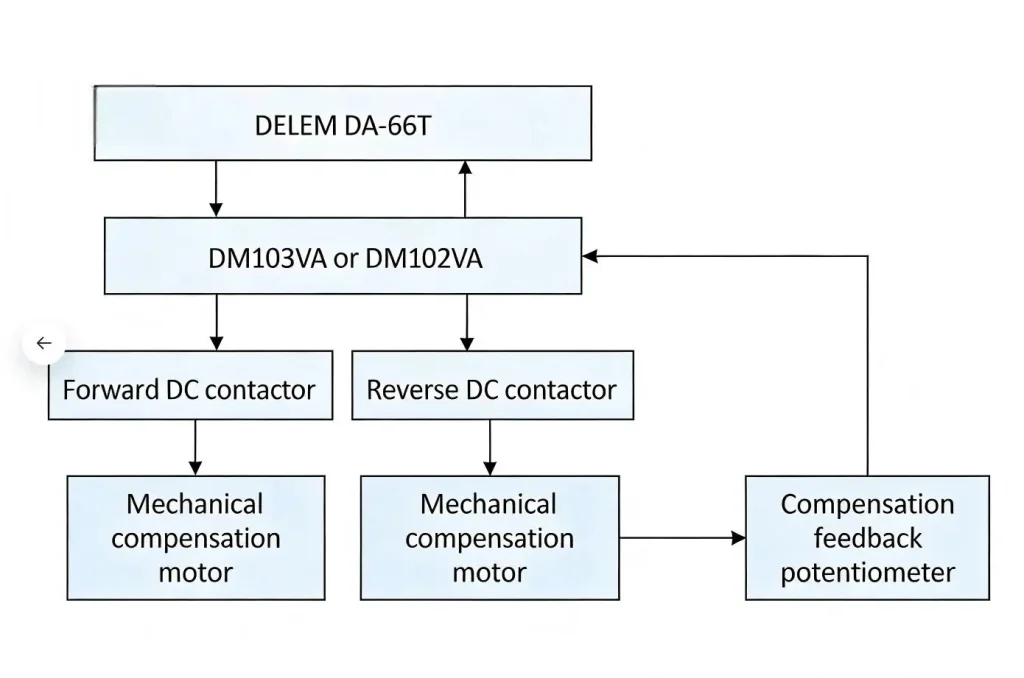
Das folgende Flussdiagramm ist ein Steuerungsschema, das folgt
DELEN DA-66T numerisches Steuersystem und HO-ERBIGER Hydrauliksystem sind Beispiele.
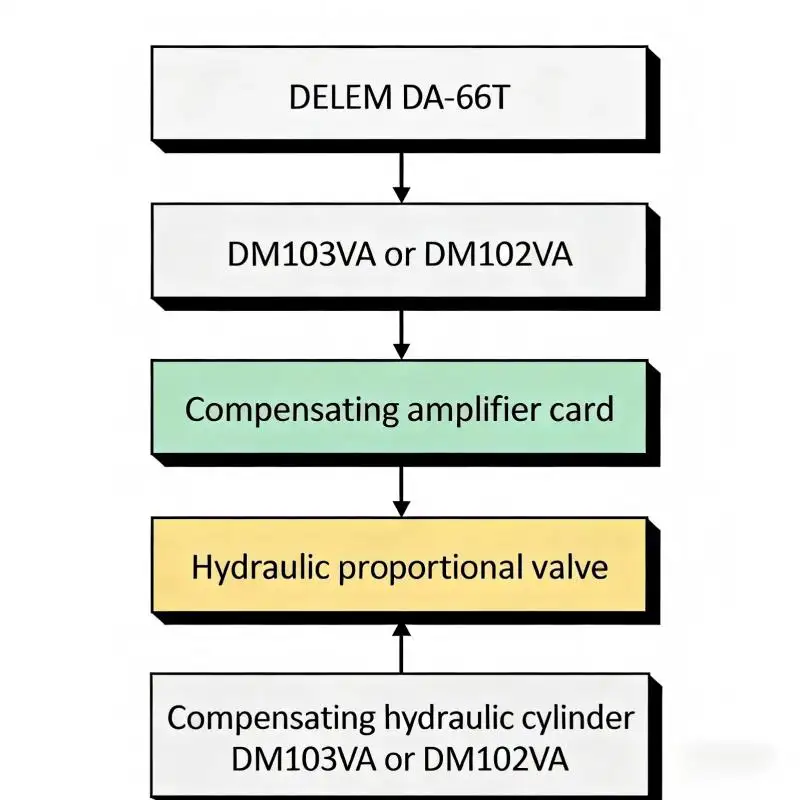
In der untenstehenden Abbildung verwendet die Unterseite des Tisches eine steife Mittelplatte mit leichteren Seitenplatten; Die Mitte ist absichtlich höher, wo der Kronzylinder montiert ist. Während das Teil gebogen wird, berechnet die CNC die Krönung und moduliert ein proportionales Ventil, um den Krönungszylinder mit Öl zu versorgen. Die kleine Verlängerung des Kolbens hebt die Mittelplatte elastisch an, was die Maßgenauigkeit verbessert. Eine richtige CNC-Parameter-Einstellung ist ebenso wichtig.
(2) Das Funktionsprinzip der mechanischen Kronung
Auswahl- und Kalibrierungsanleitung von JS RAGOS
- JS RAGOS Crowning-Optionen und ingenieurtechnischer Ansatz
Als Hersteller von Blechbiegmaschinen liefert JS RAGOS sowohl hydraulische als auch mechanische Kronungen, die um die tatsächliche Durchbiegungskurve der Maschine herum konstruiert sind. Unsere Hydrauliksysteme verwenden gruppierte Zylinder, die auf die elastische Reaktion der Struktur zugeschnitten und positioniert sind, mit geschlossener Ventilsteuerung und versiegelten Krümmern für eine stabile Druckabgabe. Unsere mechanischen Systeme verwenden präzisionsgeschliffene Keilmodule, die beim Einschalten eine kontinuierliche Kurve bilden und von einer CNC-Kronachse für eine präzise, wiederholbare Positionierung angetrieben werden.
Über beide Ansätze hinweg betonen wir:
• Elastische Verformung innerhalb des sicheren Bereichs des Tisches zum Schutz der langfristigen Geometrie.
• Krönungskarten werden pro Werkzeug, Material und Länge gespeichert, um die Testzeit zu verkürzen.
• Integration mit der CNC, sodass Bediener den Auftrag beladen, den Kronenwert bestätigen und mit Sicherheit ausführen können.

- Einrichtungs- und Kalibrierungsgrundsätze
Das Kronen richtig zu machen ist eine Methode, kein Raten. Die folgenden Praktiken spiegeln das wider, was JS RAGOS vor Ort trainiert:
•Etablierung einer Basislinie: Verwenden Sie ein gerades, repräsentatives Teststück nahe der vollen Bettlänge. Überprüfen Sie den Winkel links, in der Mitte und rechts mit kalibrierten Messinstrumenten.
•Null richtig: Beginne mit der Krönungsachse auf der bekannten Nullpunktzahl und stelle sicher, dass Stanz und Stempel sauber und richtig sitzen.
•Passt die Kurve an, nicht nur das Zentrum: Wenn das Zentrum eng ist und die Enden offen sind, erhöhen Sie die Kronung entlang der Kurve; Wenn die Enden eng sind, reduzieren Sie die Krönung.
• Halten Sie die Werkstücke beim Feinabstimmen fest: Bei hydraulischer Krönung wird der Druck eingestellt, solange das Bauteil in Position bleibt, um eine Variable aus dem System zu entfernen. Bei mechanischen Systemen werden kleine, aufgezeichnete Schritte angewendet und bei Bedarf erneut geschlagen.
• Verwenden Sie konsistente Prozessdaten: Stellen Sie die CNC mit der korrekten Materialdicke, Breite und Stanzenöffnung ein, damit die Lastberechnungen für den Kronentisch gültig sind.
• Validieren und speichern: Sobald die Winkel entlang der Länge gleichmäßig sind, speichert man den Kronungswert mit dem Auftrag. Wiederholen Sie die Validierung für neue Chargen oder Materialstücke.
- Produktions-Schmerzpunkte lösen Kronungen
• Winkelvariation entlang langer Flansche, die sekundäre Überarbeitungen vorantreibt.
•Zeitverlust durch manuelles Schillen unter dem Stempel und nicht dokumentierte Verschiebungen.
• Variation über Verschiebung aufgrund von Werkzeugerhitzung und Materialverteilung.
•Operatorabhängige Ergebnisse, die die Wiederholbarkeit behindern.
Durch die Ersetzung reaktiver Fixes durch ein vorhersehbares Kronenprofil erzielen Pflanzen einen höheren First-Pass-Ertrag, weniger Testbiegungen und einen stabileren Takt.

Wie JS RAGOS Ihnen bei der Entscheidung hilft
Die Ladebehälter jeder Fabrik unterscheiden sich. JS RAGOS führt eine Anwendungsprüfung durch, die die erwartete Ladeflächenlänge, die typische Tonnage, das Materialspektrum und Zieltoleranzen umfasst. Anschließend schlagen wir hydraulische oder mechanische Kronungen mit der richtigen Dichte der Kompensationspunkte und der richtigen Steuerungsintegration vor. Für viele Werkstätten mit gemischten Modellen bietet die hydraulische Kronung eine schnelle Anpassungsfähigkeit und In-Process-Einstellbarkeit. Für dedizierte, volumenreiche Linien bietet die mechanische Krönung eine stabile, verschleißfeste Grundlage mit feinverteilter Kompensation.
Ruf tDie Aktion
Wenn dein Team gegen Winkelschwankungen, manuelle Shims oder lange Aufbauzeiten kämpft, arbeite mit JS RAGOS zusammen. Fordern Sie eine unverbindliche Biegeprüfung und Krönungsempfehlung an, die auf Ihre Komponenten und Prozesse zugeschnitten ist. Unsere Ingenieure werden Ihre aktuellen Ergebnisse benchmarken, die optimale Kronungsstrategie definieren und die CNC-Integration so konfigurieren, dass Bediener in der ersten Kurve zum Ziel laufen können. Kontaktieren Sie noch heute JS RAGOS, um eine Anwendungsprüfung zu vereinbaren und Ihre Pressebremsengenauigkeit mit der Expertise eines Herstellers zu verbessern.
Mit dem richtigen Krönungssystem, das von einem Hersteller von Blechbiegmaschinen ausgewählt und kalibriert wird, der strukturelle Durchbiegung und Produktionsrealitäten kennt, liefern Ihre Pressbremsen die linearen Winkel, reduzierte Nachbearbeitungen und den Durchsatz, den moderne Blechblech verlangt.