


















Pressbremswerkzeuge und -stanzen: Der ultimative Auswahlleitfaden für die moderne Metallverarbeitung
Einleitung
Pressbremswerkzeuge und -stanzen sind weit mehr als nur kleine Zubehörteile beim Metallformen – sie sind die einzigen Bauteile, die tatsächlich Ihr Werkstück berühren, was sie für den Erfolg des Biegen entscheidend macht. Während moderne Pressbremsen sich zu mehrachsigen, hochpräzisen Maschinen mit selbststabilisierenden Funktionen entwickelt haben, bestimmt Ihre Werkzeuge letztlich die Bauteilqualität, die Aufbaueffizienz und die Wiederholbarkeit.
Heute sind die Grenzen zwischen RFA, New Standard, europäischem und amerikanischem Standardwerkzeug verschwommen. HochleistungsbiegenFunktionen sind über alle Werkzeugtypen hinweg migriert. Unabhängig davon, welchen Stil Sie wählen, muss jedes Qualitätswerkzeugset mehrere nicht verhandelbare Anforderungen erfüllen.
6 Anforderungen an Qualitätswerkzeuge
1. Hohe Präzision
Die Werkzeugqualität erfordert eine Toleranz von 0,0004 Zoll. So präzise zu sein, bedeutet, dass du während des Aufbaus das Shimmen/Anpassen vermeiden kannst. Dadurch kann jedes Teil genau produziert werden.
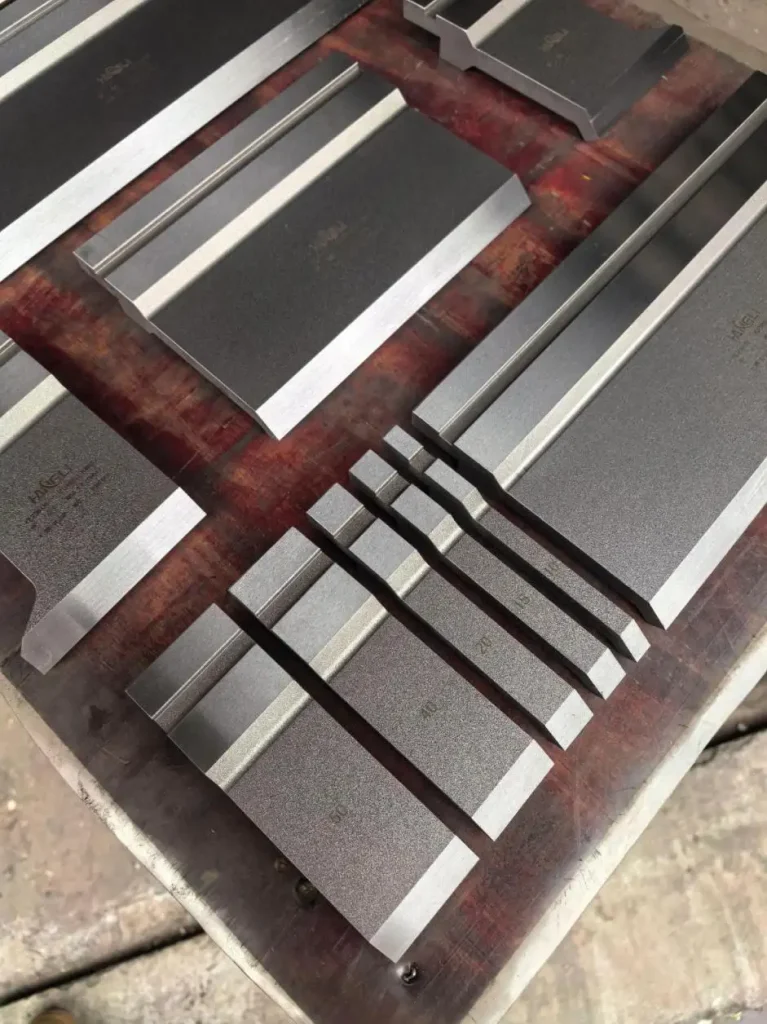
2. Segmentierte Abschnitte
Vorgeschnittene Stücke ermöglichen es Ihnen, verschiedene Längen sicher zu bauen. Kleinere Segmente sind leichter zu handhaben und deutlich sicherer als lange, schwere Werkzeuge.
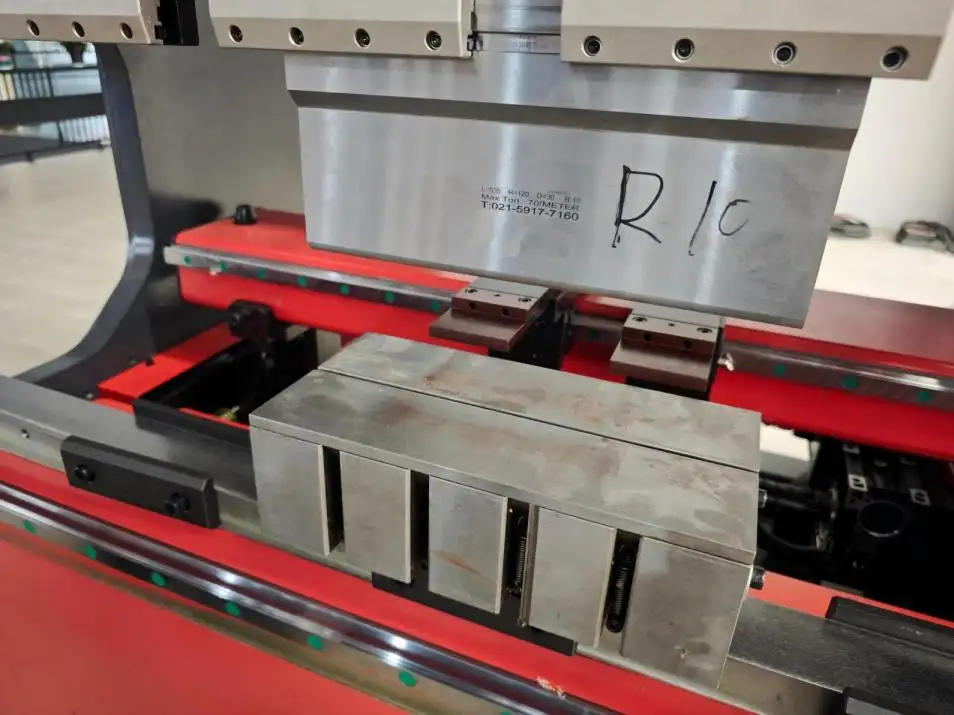
3. Selbsthaltende Installation
Du solltest Werkzeuge mit aktiviertem RAM laden können. Das Werkzeughaltsystem muss mehrere Teile an Ort und Stelle halten, bis Spanndruck ausgeübt wird.
4. Selbstsitzdesign
Wenn der Klemmdruck eingeht, sollten die Stempel mechanisch in Position gezogen werden. Dadurch entfällt die Notwendigkeit, den Stempel während des Aufbaus in die Matrize zu stoßen.
5. Frontladerfähigkeit
Das Installieren von Werkzeugen von vorne verkürzt die Einrichtungszeit erheblich. Man muss keine Werkzeuge mehr vom Ende der Pressebremse schieben, und in den meisten Fällen eliminiert das Frontladen Gabelstapler und Überkopfkräne.
6. Standardgrößen
Werkzeuge mit gemeinsamer Höhe verringern die Maschinenanpassungen beim Jobwechsel. Vordere Stützarme, Rückspur-Höhen und Sicherheitsvorrichtungen bleiben an konstanten Positionen. Außerdem können Sie fertige Stücke hinzufügen, die zu Ihren vorhandenen Werkzeugen passen.
✅ Hinweis: Viele hochwertige Pressbremswerkzeuge folgen metrischen Standards. Für das Luftbiegen (der Schwerpunkt dieses Leitfadens) sind imperiale Maße der Einfachheit halber abgerundet.
Bewerten Sie zuerst Ihre Anforderungen
Eine Custom-Werkstatt benötigt völlig andere Werkzeuge zur Wartung als ein Custom-Fabrikator. Sie müssen zunächst bewerten:
• Typen und Mengen von Teilen
• Materialdicke
• Finanzielle Einschränkungen
• Ziele für Lean Manufacturing
Als Vorschlag solltest du Werkzeugbibliotheken für jede Pressebremse erstellen. Wenn ein Werkzeugsatz an einer Maschine steht, wird keine Zeit verloren, um hin und her zu gehen, um Werkzeuge zu holen. Außerdem müssen Werkzeuge, die an jeder Pressbremse eingestellt werden, nicht mehr mit verschiedenen Maschinen kompatibel sein.
Achten Sie auf Werkzeuge mit dem stärksten Verschleiß – glänzende, leuchtende Arbeitsflächen deuten auf häufig verwendete, zuverlässige Optionen hin. Rostige, schmutzige Werkzeuge am unteren Rand des Gestells sind selten gute Kandidaten.
Würfelauswahl: Die 8×2-Regel
Um den Wert zu maximieren, wählen Sie eine Mindestanzahl niedriger Stanzen, die Ihren gesamten Materialdickenbereich abdecken.
Schritt-für-Schritt-Beispiel (für Materialien von 0,030 bis 0,250 Zoll Dicke):
| Schritt | Berechnung | Ergebnis |
| Kleinstes V-Würfel | 0.030 × 8 = 0,24 | Rund auf 0,25 Zoll |
| Größter V-Würfel | 0.250 × 8 = 2,0 | 2,0 Zoll |
| Fülle die Lücke | Jede Größe verdoppeln | 00,5, 1,0 Zoll |
Dein Mindestset:0,25-, 0,5-, 1,0- und 2,0-Zoll-V-Chips
Stanzauswahl nach Materialdicke
| Materialdicke | Empfohlener Stempeltyp | Tippradius |
| Bis zu 0,187 Zoll | Spitzer Offset-Messerstanz | 00,04 Zoll |
| 00,187 bis 0,5 Zoll | Gerader Schlag | ~0,120 Zoll |
| Über 0,5 Zoll | Konsultieren Sie den Materiallieferanten | Das variiert |
Der spitze versetzte Stempel ermöglicht das Biegen über 90 Grad hinaus und die Bildung von J-Formen. Bei dickeren oder hochfesten Materialien kann eine schmale Stanzspitze in Kombination mit einer schmalen V-Matrix-Öffnung zu Falten oder Rissen führen – prüfen Sie stets die Empfehlungen für anspruchsvolle Anwendungen.

Die Regel der 8: Dein Biege-Sweet Spot
Unter idealen Bedingungen sollte die V-Die-Öffnung achtmal so dick wie das Material haben.
| Materialdicke | Berechnung | Empfohlene V Die |
| 00,060 Zoll | 00,060 × 8 = 0,48 | 00,5 Zoll |
| 00,125 Zoll | 0.125 × 8 = 1,0 | 1,0 Zoll |
Dieses Verhältnis liefert die beste Winkelleistung – weshalb sich die meisten veröffentlichten Biegediagramme auf diese Formel konzentrieren.
Praxisnahe Ausnahme: Wenn Designer Biegeradien von der Regel von 8 angeben, musst du anpassen.
Wie die Öffnung des V-Chips den Biegeradius bestimmt
Beim Luftbiegen von Weichstahl beträgt der innere Biegeradius etwa 16 % der V-Die-Öffnung.
| Gewünschte Innenradius | Materialdicke | Berechnung | Empfohlene V Die |
| 00,125 Zoll | 00,125 Zoll | 0.125 ÷ 0,16 = 0,78 | 00,75 Zoll |
| 00,320 Zoll | 00,125 Zoll | 0.320 ÷ 0,16 = 2,0 | 2,0 Zoll |
Warnung: Wenn Sie eine V-Die-Öffnung benötigen, die weniger als das 5-fache der Materialdicke hat, riskieren Sie:
• Beeinträchtigte Winkelgenauigkeit
• Maschinen- und Werkzeugschäden
• Unsichere Betriebsbedingungen
Mindestanforderungen an die Flanschlänge
Eine V-Matrize kann Flansche bilden, die fast 77 % ihrer Öffnung haben.
| V Die Size | Minimalflansch |
| 1,0 Zoll | 00,77 Zoll |
| 00,625 Zoll | 00,48 Zoll (~0,5) |
✅ Beispiel: Eine Zeichnung zeigt 0,125-Zoll-Material mit 0,5-Zoll-Flansch. Die 8:1-Regel verlangt eine 1-Zoll-V-Stanze, aber das ergibt einen 0,77-Zoll-Flansch. Was tun? Verwende einen 0,625-Zoll-V-Die.
Gehen Sie niemals unter 5× Materialdicke für die Breibreite.
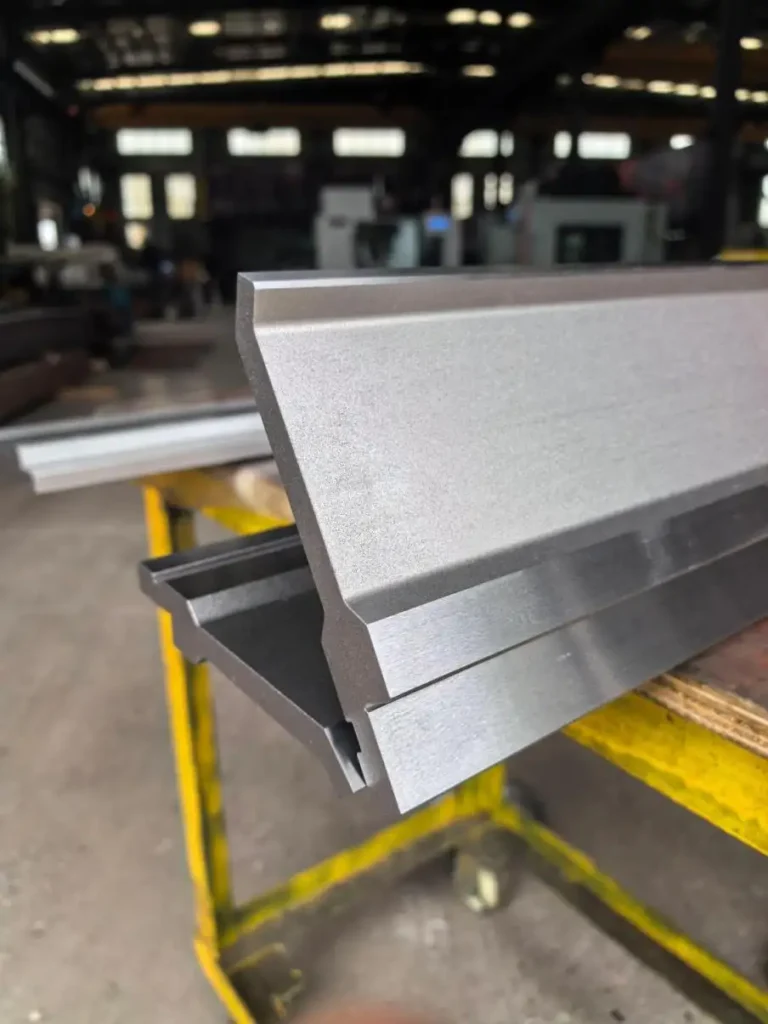
Stempelauswahlregeln nach Form
L-Formen: Keine Regeln
Fast jede Lochform funktioniert. Wählen Sie Stanzen, die auch andere Bauteilformen verarbeiten können – weniger ist immer am besten, um sowohl Werkzeugkosten als auch Aufbauzeit zu minimieren.
J-Formen: Drei Regeln
| Zustand | Erforderlicher Stanz |
| Kleiner Up-Leg > unterem Bein | Schwanenhals-Punch |
| Kleiner Up-Leg < unteres Bein | Jede Form funktioniert |
| Small Up-Leg = unteres Bein | Offset-akuter Schlag |
Offset-(Z)-Formen
Mit herkömmlichen Werkzeugen benötigt man zwei RAM-Zyklen. Anforderungen:
• Mittelbein (Web) > halb so breit wie der V-Die-Korpus
• Seitenbein < V-Stempel-Höhen Erhöhungshöhe
✅ Spezialfall: Wenn das Werk weniger als die halbe Breite des V-Chip-Gehäuses hat, benötigt man ein individuelles Formwerkzeug (Ein-Schlag, kein Plattenumdrehen). Kompromiss: Erfordert 3× Standard-Biegekraft.
Beugen über Ausschnitte und Gehehren
Nicht getragenes Material im V-Chip verformt sich und erzeugt "Blowouts" in der Nähe von Löchern und Ausschnitten.
• Lösung: Rocker-Typ Stanzformen eliminieren Ausblasungen identisch, da sie das Material beim Biegen tragen und sich mit dem Arbeitsoperandstück drehen.
• Wichtige Erkenntnis: Längere Ausschnitte erzeugen mehr Ausbläser als kürzere gleich breite.
Stanzhöhe beim Boxbiegen
Für vierseitige Boxen verwenden Sie diese Formel:
Minimale Stanzhöhe = (Kastentiefe ÷ 0,7) (Rammstärke ÷ 2)
Weitere Überlegungen:
• Keine Rücklaufflansche oder nach außen herausragenden Flansche = minimaler Abstand erforderlich
• Rückschlagflansche auf allen vier Seiten = genug Freiraum, um den Kasten zu drehen und zu entfernen
Kombinationsbieg- und Saumwerkzeuge
Diese Werkzeuge bilden gesäumte Kanten in einer einzigen Anordnung.
| Materialdicke | Machbarkeit |
| Bis zu 0,125 Zoll | Standardwerkzeugarbeit |
| Über 0,125 Zoll | Kann benutzerdefinierte Werkzeuge erfordern |
Flanschanforderungen für Säume: 115 % der V-Matrix-Öffnung (aufgrund akuter 30-Grad-Prebends)
✅ Beispiel: 0,375-Zoll V-Chip benötigt einen Mindestflansch von 0,431 Zoll.
Scratchfreie Teile erreichen
Standard-V-Die-Biegen hinterlässt einige Spuren – meist minimal und akzeptabel. Um das Markieren zu reduzieren:
• Erhöhung des Schulterradius
• Verwendung von Nyloneinsätzen für vorlackierte oder polierte Materialien
Kritische Anwendungen: Flugzeug-/Luft- und Raumfahrtteile erfordern kratzfreie Biegung, da Prüfer nicht leicht zwischen Kratzern und Rissen unterscheiden können.
Einfachheit ist eine Tugend: 3 Regeln für das Bauteildesign
Beachten Sie diese Regeln beim Entwerfen von Teilen für einfachere Werkzeugauswahl und Biegung:
| Herrschaft | Spezifikation |
| Innerhalb des Biegeradius | 1,5× Materialdicke |
| Minimale Flanschlänge | 6× Materialdicke (mit Lochplatzierung) |
| Offset-Web-Dimension | 10× Materialdicke |
Jede Ausnahme bringt ihre eigenen Probleme mit sich:
• Engere Radien können die Tonnage überschreiten
• Kürzere Flansche benötigen schmalere Stempel (mit eigenen Risiken)
• Schmalere Aussetzere erfordern Spezialwerkzeuge und erhöhte Tonnage
Im Allgemeinen gilt: Wenn ein Teil ohne kurze Flansche, schmale Versätze oder enge Radien funktionieren kann, sollten Sie eine Möglichkeit finden, diese zu vermeiden. Befolgen Sie diese Regeln für bessere Winkelleistung und reduzieren Sie gleichzeitig Zeit und Geld für Werkzeuge und Setups.
Abschließende Erkenntnisse
| Priorität | Aktionspunkt |
| Fang hier an | Bewerte deine Materialpalette und Bauteiltypen |
| Investieren Sie klug | Kaufe Präzisionswerkzeuge, die alle 6 Anforderungen erfüllen |
| Vereinfachen | Verwenden Sie die 8×2-Regel für Werkzeuge und materialbasierte Stanzauswahl |
| Design klug | Folgen Sie den 3-Teile-Designregeln |
| Im Zweifel | Konsultieren Sie Ihren Werkzeuganbieter – insbesondere bei anspruchsvollen Anwendungen |
Pressbremswerkzeuge und -stempel haben den direktsten Einfluss auf Biegqualität, Geschwindigkeit und Sicherheit. Wählen Sie sie sorgfältig aus, warten Sie sie richtig, und Ihre Pressbremse liefert konstante, hochwertige Ergebnisse – Aufbau um Einstellung.