


















Edelstahl-Biegegeräte: Vollständiger Leitfaden zu Maschinentypen, Spezifikationen und Auswahl
Die richtige WahlEdelstahl-Biegegeräteist schwieriger, als es aussieht. Edelstahl biegt sich nicht wie Weichstahl – er springt aggressiver zurück, härtet beim Formen und kratzt leicht auf polierten oder spiegeligen Oberflächen. Wenn Ihre Ausrüstung nicht für Edelstahl vorgesehen ist, kämpfen Sie bei jeder Arbeit gegen Winkelunregelmäßigkeiten, Oberflächenschäden und vorzeitigen Werkzeugverschleiß.
Dieser Leitfaden behandelt die Maschinentypen, Spezifikationen, Werkzeuge und Auswahlkriterien, die bei der Herstellung von Edelstahl wichtig sind – egal, ob Sie Küchenpaneele, medizinische Gehäuse oder architektonische Verkleidungen biegen.
Warum Edelstahl spezielle Biegegeräte benötigt

Edelstahl ist nicht einfach nur Stahl mit einer anderen Oberfläche. Seine Materialeigenschaften stellen spezifische Herausforderungen dar, die herkömmliche Blechbieggeräte schlecht bewältigen.
Hohe Zugfestigkeit— Edelstahl der Klasse 304 hat eine Zugfestigkeit von 515–620 MPa, verglichen mit etwa 270–410 MPa bei Weichstahl DC04. Dieser Unterschied bedeutet, dass deine Pressbremse ungefähr 1,5 × der Tonnage benötigt, um die gleiche Dicke Edelstahl an derselben Öffnung zu biegen. Unterdimensionierte Maschinen biegen Edelstahl mit sichtbarem Winkeldrift oder erreichen nicht die volle Kraft.
Bedeutender Sprung— Edelstahl springt nach dem Lösen des Stempels mehr zurück als Weichstahl. Steigung 304 bei 90° erfordert eine Überbiegung um 2–4°, um den Endzielwinkel zu erreichen. Ohne Rückfederungskompensation in Ihrem CNC-Regler muss jede Biegung manuell korrigiert werden – was den Zweck eines CNC-Systems zunichtemacht.
Arbeitshärtung— Edelstahl härtet während der Formung in der Biegezone aus. Wiederholtes Biegen in derselben Stelle oder das Biegen bei engen Radien führt dazu, dass das Material reißt, anstatt nachzugeben. Edelstahlgeräte müssen sich in einem einzigen, kontrollierten Hub biegen – nicht mehrere Korrekturen an derselben Position.
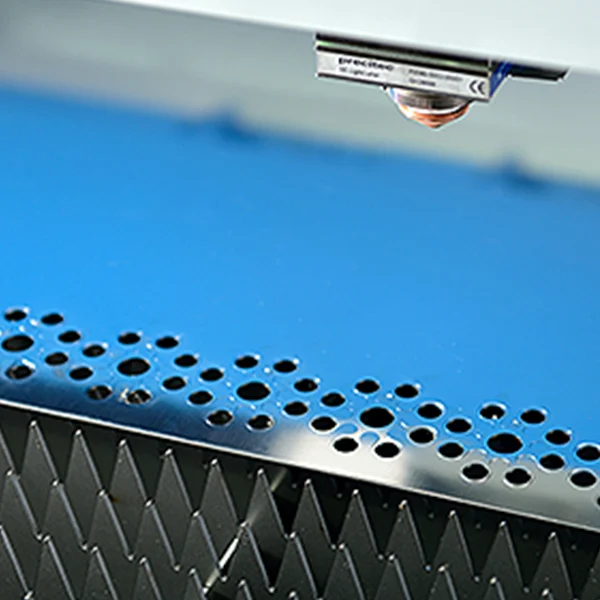
Oberflächenempfindlichkeit— Polierte, gebürstete und spiegellackierte Edelstahlspuren, die dauerhaft durch Werkzeugkontakt, Metallsplitter oder das Gleiten an abgenutzten Stempelkanten entstehen. DeinEdelstahl-BiegegeräteEs müssen Oberflächenschutzmaßnahmen ab der Bearbeitung umfassen.
Edelstahl-Qualitäten und was sie für Ihre Ausrüstung bedeuten
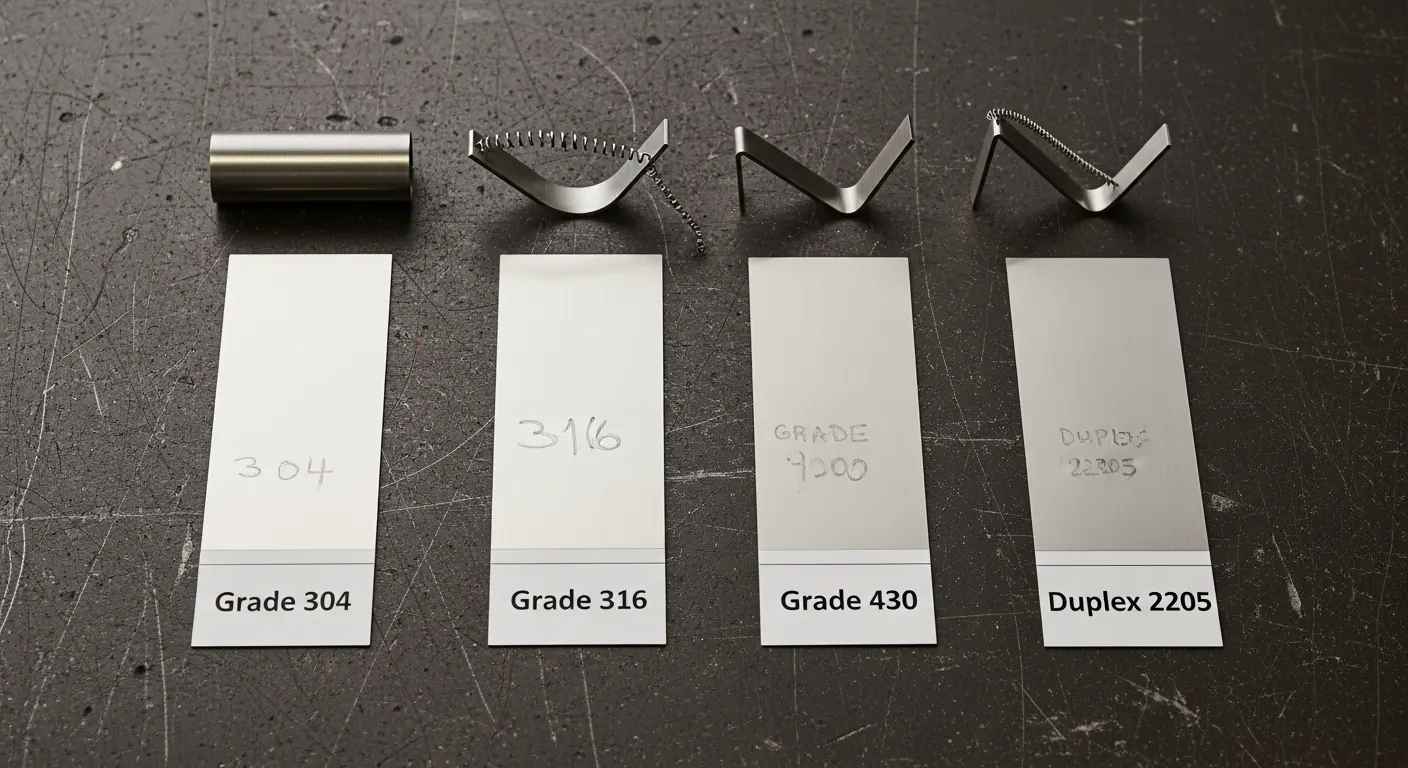
Nicht alle Edelstahlfarben sind gleich. Die Steigung, die durch Ihre Maschine verläuft, bestimmt Ihren Tonnagebedarf, die Feder-Korrektur und den minimalen Biegeradius.
Klasse 304 (am häufigsten)— Austenitisch, stark, moderater Rücksprung (2–4°), ausgezeichnete Korrosionsbeständigkeit. Zugfestigkeit 515–620 MPa. Benötigt etwa 1,5 × der Tonnage von Weichstahl bei derselben Dicke. Die Breite des V-Die-Schlitzs sollte 8–10 × Materialdicke betragen.
Klasse 316— Ähnlich wie 304, aber mit hinzugefügtem Molybdän für chemische Resistenz. Etwas höhere Festigkeit, geringfügig mehr Federkraft als 304. Verbreitet in der Lebensmittelverarbeitung und pharmazeutischen Herstellung.
Grad 430 (ferritisch)— Geringere Zugfestigkeit als 304, näher an Weichstahl im Biegeverhalten. Der Spring-Back ist weniger aggressiv. Leichter zu biegen, aber anfälliger für Oberflächenrisse bei engen Radien als austenitische Steigungen.
Duplex-Edelstahl (2205)— Sehr hohe Festigkeit (620–880 MPa), deutliche Rückfederung (4–6° pro 90° Biegung) und aggressives Harten. Erfordert SchwerleistungenEdelstahl-Biegegerätemit einer beträchtlichen Tonnagereserve und der Fähigkeit zur Rückfederung. Keine Variante für Standard-Mittelklasse-Pressbremsen.
Für eineCNC-Pressbremse für Stahl- und Edelstahlproduktion bei 100 Tonnen, Grade 304 bis 4 mm und Grade 430 bis 5 mm sind praktische Arbeitsdicken innerhalb dieses Tonnagebereichs.
Arten von Edelstahl-Biegegeräten
Drei Maschinentypen übernehmen den Großteil der Biegearbeiten aus Edelstahl. Jede passt zu einem anderen Produktionsprofil.
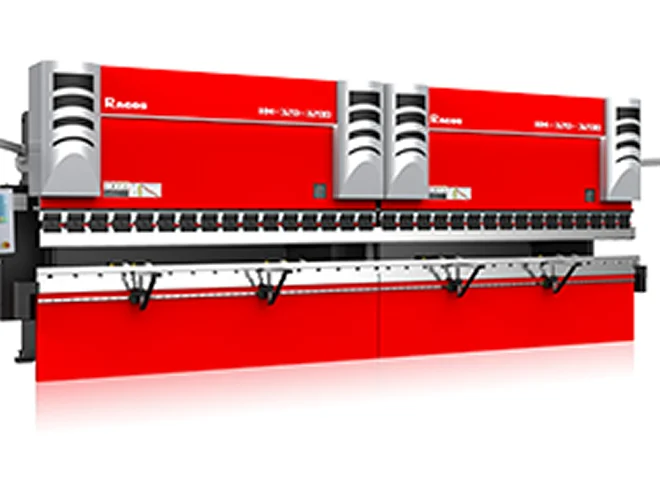
CNC-Abkantpresse
Die CNC-Pressbremse ist am vielseitigstenEdelstahl-Biegegerätefür Jobshops und gemischte Produktionsumgebungen. Er bedient Halterungen, Rahmen, Gehäuse und komplexe Mehrfachbiegungsteile. Die programmierbare Rückspur und die CNC-Rückfederungskompensation machen sie zur Standardwahl für Edelstahlarbeiten im Dickenbereich von 0,5 mm bis 12 mm.
Für Werkstätten, die häufige Jobwechsel über verschiedene Edelstahlqualitäten hinweg durchführen, gilt einCNC-Metallbieggeräte mit programmierbarer Rückfederungsdatenbankist die praktischste und flexibelste Option.
Automatischer Paneelbieger
Paneelbieger werden speziell für die Hochgeschwindigkeitsproduktion großer, flacher Edelstahlplatten gebaut – Küchenschränke, Verkleidungspaneele, Aufzugsinterieurs und ähnliche Produkte. Sie füttern, positionieren und biegen sich automatisch, ohne dass der Bediener pro Zyklus manuell eingreifen muss.
Für polierte oder spiegelglatte Edelstahlplatten, bei denen die Oberflächenqualität entscheidend ist, gilt dieAutomatische Metallfaltmaschine für Edelstahlplattenverwendet kontrollierte Werkzeugkontakt- und oberflächengeschützte Werkzeuge, um die Oberflächenintegrität über Großserienläufe zu erhalten.
EinPaneelbieger mit CNC-Saugnapf-ZuführungGeht noch weiter, indem es physische Klemmen auf der Paneloberfläche eliminiert – entscheidend für kratzempfindliches, vorpoliertes Edelstahl.
CNC-V-Rillenmaschine
Für ultradünne Biegeradien auf poliertem Edelstahl – dekorative Paneele, architektonische Verkleidungen und Möbelkomponenten – löst das V-Rillen vor dem Biegen das Rissproblem an der Oberfläche bei engen Radien. Die CNC-V-Rillenmaschine entfernt Material aus der Biegezone, reduziert die zum Formen erforderliche Kraft und ermöglicht deutlich engere äußere Radien ohne sichtbare Risse oder Oberflächenspannungen. DieCNC-V-Rillenmaschineist ein Standard-Begleiter zu Pressbremsen in architektonischen Edelstahlwerkstätten.
Wichtige Ausrüstungsspezifikationen für das Biegen von Edelstahl
Bei der BewertungEdelstahl-Biegegeräte, das sind die Zahlen, die zählen.
Tonnage – mit einem aufgetragenen Edelstahlmultiplikator
Berechnen Sie zuerst Ihre benötigte Tonnage für Weichstahl, dann multiplizieren Sie mit 1,5 für Grade 304/316 oder mit 2,0 für Duplex-Qualitäten. Wählen Sie immer eine Maschine mit einer Kapazitätsmarge von 20–30 % über Ihrem maximal berechneten Wert.
Breite des Dosenschlitzes (V-Öffnung) — V = T × 8 für Edelstahl
Für Edelstahl verwenden Sie eine Matzenschlitzbreite von 8–10 × Materialdicke. Engere Schlitze erfordern mehr Kraft und erhöhen die Oberflächenspannung in der Biegezone. Breitere Schlitze verringern die Kraft, erzeugen aber einen größeren Innenradius. Das Verhältnis V = T × 8 ist der Standardstartpunkt für 304.
CNC-Regler mit Federrücklauf-Kompensationsdatenbank
Dein Controller muss die Feder-Back-Korrekturwerte pro Edelstahl-Klasse speichern. Jede Aufgabe manuell zu kompensieren ist ineffizient und inkonsistent. Delem DA66S- und DA69S-Controller unterstützen programmierbare Materialprofile, die automatische Überbiegungskorrektur pro Steigung anwenden.
Winkelmesssystem
Für Edelstahlarbeiten mit engen Toleranzen gilt ein InlineWinkelmessgerätbestätigt den tatsächlichen Biegewinkel nach jedem Schlag. Echtzeit-Rückkopplung ermöglicht eine automatische Korrektur vor der nächsten Biegung – wodurch Schrott durch Federschwankungen eliminiert wird.
Bett-und-Ramm-Parallelität
Das Biegen von Edelstahl über lange Strecken verstärkt jede Rahmenablenkung in sichtbare Winkelvariationen. Maschinen über 2 Meter Arbeitslänge benötigen eine aktive Kronung – hydraulisch oder elektromechanisch –, um den Zylinder unter voller Last parallel zum Bett zu halten.
Werkzeuge für Edelstahl: Was ändert sich im Vergleich zu Standardstahl

Die meisten Qualitätsprobleme aus Edelstahl stammen tatsächlich bei der Werkzeugkonstruktion – nicht in der Maschine selbst.
Punch-Nasen-Radius— Für Edelstahl verwenden Sie einen Mindeststanzradius von 1–2 × Materialdicke. Scharfe Nasenradius reißen die Oberfläche an der Biegezone, besonders bei 304- und Duplex-Steigungen. Größere Radien verteilen die Spannung über eine größere Fläche.
Würfelschulterradius— Eine scharfe Stempel-Schulterkante kratzt und markiert Edelstahl, wenn das Material beim Biegen darüber gezogen wird. Polierte oder abgerundete Matrizenschultern (0,8–1,2 mm Kantenradius) reduzieren die Oberflächenmarkierung erheblich.
Rolla-V-Würfel (rollender Würfel)— Ein Rolla-V-Chip ersetzt den festen V-Schlitz durch eine rotierende Mattenschulter, sodass das Edelstahlblatt über einen beweglichen Kontaktpunkt rollt, anstatt über eine feste Kante zu ziehen. Das Ergebnis ist eine deutliche Reduzierung der Oberflächenmarkierungen – unerlässlich für No.4 gebürstete, BA- und spiegelhaltige Edelstahlbeschichtungen.
Werkzeughärte und Beschichtung— Edelstahl wird gehärtet und ist gegen Werkzeuge abrasiv. Standard-EN42-Werkzeugstahl nutzt sich auf Edelstahl schneller ab als auf Weichstahl. Verchromte oder wärmebehandelte Werkzeuge (58–62 HRC) halten deutlich länger und behalten die Konsistenz der Lochgeometrie über lange Produktionslaufzeiten hinweg.
Oberflächenschutzfolie— Bei vorpolierten oder vorbeschichteten Edelstahlplatten wird eine dünne Kunststoff- oder Schaumstoffschutzfolie zwischen der Platte und den Werkzeugoberflächen gelegt. Viele Paneelbieger haben dies als Standardmerkmal.
Biegemethoden: Luftbiegen vs. Bodenbiegen bei Edelstahl
Die von Ihnen gewählte Biegemethode beeinflusst die Oberflächenqualität, den Werkzeugverschleiß und das Federrücksatzmanagement aufEdelstahl-Biegegeräte.
Luftbiegen— Der Stempel drückt das Material in die V-Stanze, ohne den Boden vollständig zu berühren. Der Biegewinkel wird durch die Durchschlagstiefe des Stempels bestimmt, nicht durch die Geometrie der Matrize. Luftbiegen ist die Standardmethode für Edelstahl – es erfordert weniger Gewicht als das Bodenbiegen und belastet die Oberfläche geringer. Die Rückfederungskorrektur erfolgt durch den CNC-Regler durch Überbiegungsprogrammierung.
Bodenbiegung (Prägung)— Der Stempel drückt das Material vollständig gegen den Stempelboden und zwingt das Metall im Grunde dazu, sich dem Stempelwinkel anzupassen. Das Bodenbiegen eliminiert die Rückfederung, erfordert aber 5–8 × mehr Tonnage als Luftbiegen bei derselben Dicke. Für Edelstahl bedeutet das sehr hohe Tonnenbedarf. Außerdem erhöht der erhöhte Kontaktdruck das Risiko von Oberflächenmarkierungen bei fertigem Edelstahl.
Für die meistenEdelstahl-BiegegeräteAnwendungen ist Luftbiegen mit CNC-Rückfederungskompensation die richtige Methode – weniger Tonnage, weniger Werkzeugbelastung und bessere Oberflächenqualität bei fertigen Edelstahlteilen.
Edelstahl-Bieggeräte für bestimmte Branchen
Die Branche, die Sie bedienen, prägt genau die Maschinenkonfiguration, die Sie benötigen.
Lebensmittelverarbeitungs- und Cateringausrüstung— Edelstahl-304- und 316-Paneele, Arbeitsplatten und Gehäuse. Die Oberflächenoberfläche (typischerweise Nr. 4 oder gebürstet) muss erhalten bleiben. Ein Panelbieger mit Rolla-V-Werkzeugen und Saugnapfzuführung ist hier Standardausstattung. Hygienekritische Komponenten benötigen ebenfalls gratfreie Kanten, daher ist auch die Qualität stromaufwärts vom Bieger wichtig.
Medizintechnik und Laborfertigung— Kleine, komplexe Edelstahlgehäuse mit engen Toleranzen. CNC-Pressbremsen mit 6-Achsen-Steuerung und Winkelmesssystemen übernehmen die geometrische Komplexität. Die Klasse 316L ist wegen ihrer verbesserten Korrosionsbeständigkeit üblich.
Architektonische Verkleidung und Innenausstattung— Spiegellack und polierte Edelstahlpaneele für Fassaden, Aufzugsinterieurs und dekorative Elemente. Oberflächenschutz hat oberste Priorität. V-Rillen vor dem Biegen in Kombination mit dem Plattenbiegen ergeben die schärfsten äußeren Radien mit der geringsten Oberflächenspannung.
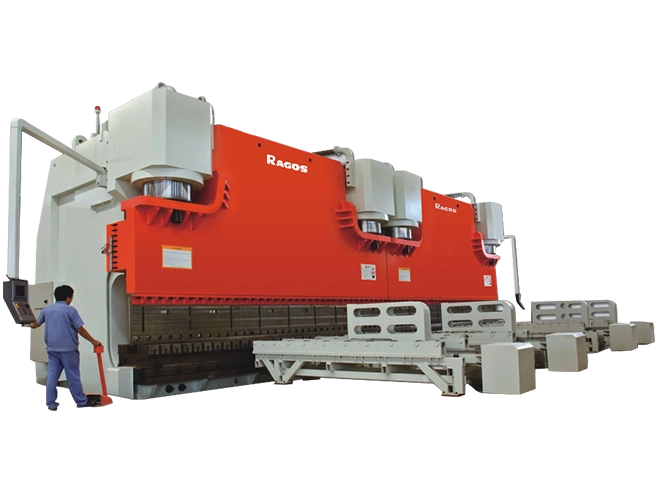
Chemische Verarbeitung und industrielle Anlagen— Schwere Edelstahlplatten (6–20 mm), oft Duplex-Qualitäten, für Tanks, Rahmen und tragende Stützen. Hochgewichtige Pressbremsen mit Kronung und Rückfederung sind für Duplexe erforderlich. Der StandardPaneelbiegermaschineBlecharbeiten übernehmen, während schwere Pressbremsen die tragende Seite abdecken.
Wie man das richtige Biegegerät für Edelstahl auswählt
Verwenden Sie dieses Fünf-Schritte-System, bevor Sie einen Lieferanten kontaktieren.
Schritt 1: Identifizieren Sie Ihre Edelstahlqualität
Die Klassen 304 und 316 sind die nachsichtigsten. Duplex-Qualitäten erfordern Maschinen mit doppelter Tonnage für eine entsprechende Dicke. Bestätigen Sie, welche Klassen Ihre Werkstatt am häufigsten verwendet – das bestimmt Ihre Mindestmaschinenspezifikation.
Schritt 2: Berechnen Sie die Tonnage mit dem Edelstahlmultiplikator
Verwenden Sie Ihre Materialdicke und Biegelänge, um die Tonnage von Weichstahl zu berechnen, dann multiplizieren Sie mit 1,5 für 304/316 oder 2,0 für ein Duplex. Fügen Sie diesem Ergebnis eine Sicherheitsmarge von 25 % hinzu.
Schritt 3: Definieren Sie Ihre Anforderungen an die Oberflächenoberfläche
Spiegel-, BA- und gebürstete Oberflächen erfordern Rolla-V-Werkzeuge, Schutzfolie oder Plattenbieger mit Saugnauffütterung. Wenn Ihr Produkt kosmetisches Edelstahl benötigt, geben Sie von Anfang an Oberflächenschutz als Maschinenanforderung an.
Schritt 4: Setzen Sie Ihre Genauigkeitsanforderung
Für industrielle Edelstahlhalterungen reicht ±0,5° aus. Für architektonisches oder medizinisches Edelstahl benötigt ±0,1°–±0,3° eine Maschine mit Rückfederkompensationsregler und idealerweise ein Inline-Winkelmesssystem.
Schritt 5: Passen Sie die Maschine an Ihr Produktionsvolumen und Ihren Bauteiltyp an
Niedrigvolumen-Komplexteile → CNC-Pressbremsen mit 6-Achsen-Steuerung. Hochvolumen-Flachplatten → automatischer Plattenbieger. Architektonische Paneele mit ultraengen Radien → V-Rillen-Maschinen-Plattenbögen. Nutze dieses Kombinations-Framework, um deine Geräteliste zu erstellen, nicht nur eine einzelne Maschine.
Häufig gestellte Fragen zu Edelstahl-Biegegeräten
Was ist Edelstahl-Biegegeräte?
Edelstahl-Biegegeräte bezeichnen Maschinen, die verwendet werden, um Edelstahlblech in präzise Winkel und Formen zu formen. Die Haupttypen sind CNC-Pressbremsen, automatische Plattenbiegmaschinen und CNC-V-Rillen-Maschinen. Jeder passt zu unterschiedlichen Edelstahlqualitäten, Dicken, Bauteilgeometrien und Oberflächenanforderungen.
Warum benötigt Edelstahl mehr Tonnage als Weichstahl?
Edelstahl der Klasse 304 hat eine Zugfestigkeit von 515–620 MPa – etwa 1,5 × der eines gewöhnlichen Weichstahls. Eine höhere Zugfestigkeit bedeutet, dass das Material der Biegekraft besser widersteht, sodass die Maschine proportional mehr Tonnage benötigt, um über die gleiche Biegelänge die gleiche Dicke zu erreichen.
Wie verhindert man Kratzer auf poliertem Edelstahl beim Biegen?
Verwenden Sie Rolla-V-Walzwerkzeuge anstelle fester V-Matrizen, um den Gleitkontakt an der Matrizenschulter zu vermeiden. Legen Sie eine Schutzfolie zwischen dem Blatt und den Werkzeugflächen auf. Für die vollautomatisierte Produktion vermeiden Plattenbieger mit Saugnapfzufuhr Kontaktmarkierungen auf vorpolierten Oberflächen vollständig.
Welche Durchmesser des Stanzschlitzes sollte ich zum Biegen von Edelstahl verwenden?
Für die Grade 304 und 316 verwenden Sie eine V-Die-Schlitzbreite von 8–10 × Materialdicke. Zum Beispiel benötigt 2 mm Edelstahl eine 16–20 mm V-Öffnung. Schmalere Schlitze erhöhen die Oberflächenspannung und das Rissrisiko. Breitere Schlitze verringern die Kraft, erhöhen aber den inneren Biegeradius.
Können Standard-CNC-Pressbremsen Edelstahl verarbeiten?
Viele Standard-CNC-Pressenbremsen können 304- und 430-Edelstahl bei moderater Dicke verarbeiten, sofern sie genügend Tonnage und die richtige Werkzeugausstattung besitzen. Für eine gleichbleibende Qualität über Produktionsläufe hinweg benötigt der CNC-Regler der Maschine außerdem eine programmierbare Rückfederkompensation pro Materialklasse – ansonsten erfordert jeder Auftrag manuelle Winkelkorrekturen.